气电立(EGW)焊
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第221页(567字)
1.气电立焊原理和特点
气电立焊也属于熔化极气体保护电弧焊,它可以不开坡口焊厚板,生产率高、成本低,可以一次成形焊接大厚度工件,其原理如图5-23所示。气电立焊可以用氧化性混合气体保护,也可以用CO2气体保护,焊接大厚度的低碳钢、低合金钢。混合气体保护也可以焊接不锈钢和其他金属及合金。厚度在12~80mm效果、效益最佳。厚度太大时会导致保护不良,出现气孔和未焊透等缺陷。为保证焊透,焊丝应沿焊缝横断面进行摆动。气电立焊电源可以采用垂直下降特性的恒流源,也可以采用平特性的恒压源。由于焊缝很长,焊机长时间工作,所以这种焊机的负载持续率应设计成100%。一般输出的额定电流也比较大,多在750~1000A范围内。成形滑块多为水冷铜块。
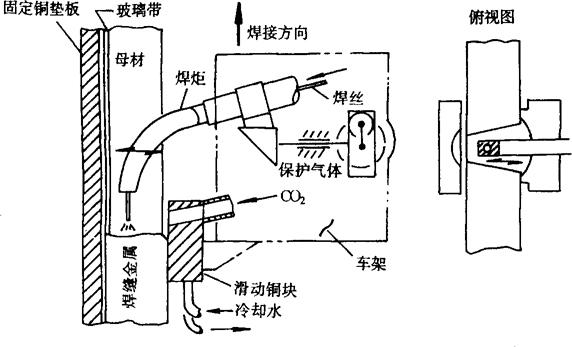
图5-23 窄间隙气电立焊示意图
2.气电立焊规范参数
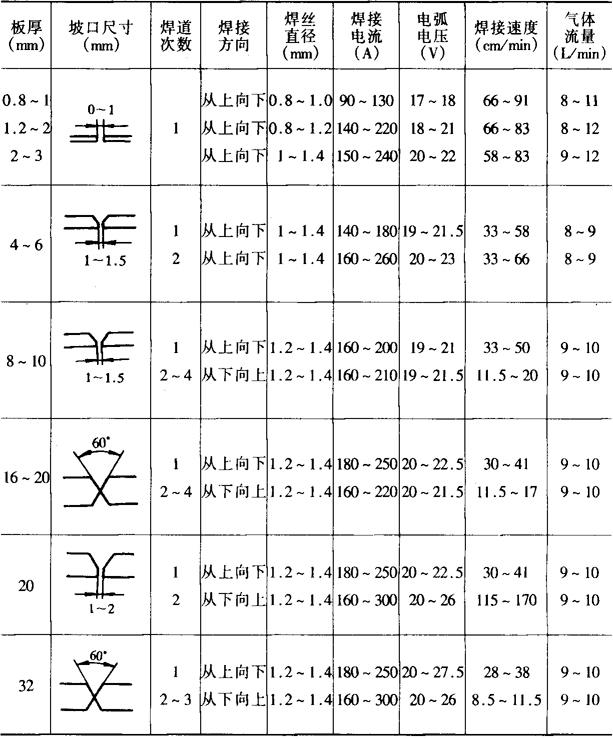
表5-46是碳钢、低合金钢,氧化性保护气体(Ar+25%CO2)气电立焊时的坡口形式和焊接规范。
表5-46 钢材气电立焊规范(Ar+CO225%)
上一篇:窄间隙NG-MAG焊
下一篇:焊接技术手册目录