钎焊原理
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第407页(2465字)
用液相线温度低于母材固相线温度的钎料,将零件与钎料装配合理后,加热到钎料熔化温度以上,利用液态钎料润湿母材及毛吸现象,填充接头间隙,并与母材相互溶解扩散形成钎焊接头,实现母材不熔化连接。
1.液态钎料对固体母材的润湿作用
液体置于固体表面的状态如图8-1所示。

图8-1 液态钎料在固体母材上的状态
g-气体 l-液体 s-固体 σ-介面张力 θ-接触角
气相g与固相s间界面张力为σgs,液相l与固相s间界面张力为σls,液相与气相间界面张力为σlg。稳定平衡状态时,液固相交点切线夹角θ的余弦cosθ=(σgs-σls)/σlg,表示液相对固体的粘附能力,即润湿能力。当σgs>σls时,cosθ为正值,即0°<θ<90°,钎料能润湿母材。当σgs<σls时,cosθ为负值,即90°<θ<180°,钎料不能润湿母材。钎料能否润湿母材,是决定能否进行钎焊的关键因素。为使钎料很好地填充焊缝间隙,得到良好的钎焊接头,希望润湿角θ<20°。为减小润湿角、提高润湿能力应采取如下措施:
(1)选用与母材能发生理化作用的材料做钎料,其润湿性能较好。如银、锡做钎料焊铜。在不与母材发生理化作用的钎料中加入与母材发生理化作用的元素,同样可以提高润湿能力,如银对钢的润湿能力很差,但在银钎料中加入锌、铜,其润湿能力显着提高。
(2)适当提高钎焊温度,可使液态钎料与气相界面张力σlg及与固相母材的界面张力σls减小。使润湿角θ减小,润湿性增强。
(3)清除钎料及母材表面氧化物,可使气相与固体母材界面张力σgs增大,使θ下降,润湿性增强。
(4)加钎剂:钎剂可以去除钎料和母材表面的氧化物,使σgs增加,σls减小,润湿角θ显着下降。
(5)焊件表面粗糙化:母材表面粗糙有利于提高润湿性。粗糙表面上的划痕有引导液体钎料铺展的作用。若母材大量溶解于钎料时,这种引导作用将丧失。
2.毛吸现象对填缝的影响
如图8-2所示,当钎料对母材润湿时,则毛吸作用有利于钎料在接头缝隙中的流动,毛吸现象增强了钎料的填缝能力。在-定范围内,接头间隙减小,毛吸作用加强。因此必须设计较小的合理间隙,才能获得良好的钎焊接头。若钎料不润湿母材,毛吸现象将阻止液态钎料在接头缝隙的流动。不能形成钎焊接头。
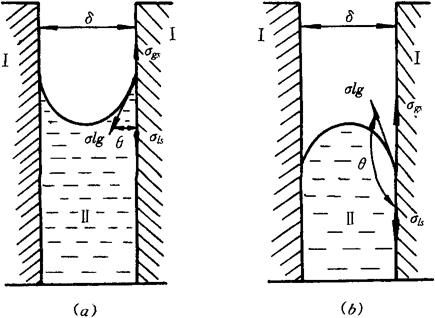
图8-2毛吸现象对填充能力的影响
Ⅰ-工件 Ⅱ-钎焊料 δ-间隙宽度
(a)液态钎料对工件润湿θ角在0°~90°,cosθ>0
(b)液态钎料对工件不润湿θ角在90°~180°,cosθ<0
3.母材在液态钎料里的溶解
某些母材在钎焊时溶解于液态钎料中。如用铜焊钢,用锡铅钎料焊铜时,均有母材溶解现象。溶解的结果改变了接头成分、组织和性能,有可能提高接头强度、延伸率等。但若溶解的结果形成了脆性化合物相则机械性能会严重降低。
溶解量过大:溶解量过大会造成钎料熔化温度、粘度增高,流动性变坏,钎料填充能力下降,母材溶蚀。严重时出现钎料未填满间隙和母材溶穿等缺陷。
影响母材溶解的因素,除钎料和母材固有的成分、特性之外,还有钎焊的温度、保温时间、钎料数量等。钎焊温度提高,保温时间延长,钎料用量增多,均能使母材溶解量增多。
4.钎料向母材扩散
钎料熔化后,与母材润湿接触过程中出现扩散现象,若某些元素向母材晶粒内部扩散,称为体积扩散,体积扩散在钎料与母材交界处,形成固溶体,对钎焊接头无不良影响。若某些元素沿母材晶粒边界扩散,称晶间扩散。晶间扩散使晶界变脆,影响钎焊接头的机械性能。使强度、延伸性降低。降低钎焊温度,缩短保温时间可以减少扩散。
5.钎焊接头的组织
在钎焊过程中,由于钎料与母材之间互相作用,可能形成固溶体、化合物、共晶体等组织。当钎料与母材有相同的基体,或具有同一类型的晶格点阵和相近的原子半径时,有可能形成固溶体组织。固溶体具有良好的强度和韧性,有利于接头机械性能的提高。当母材与钎料具有形成化合物状态特性时,在钎焊过程中,可能形成金属间化合物。如用锡钎料焊铜时。250℃时在界面区出现Cu6Sn5化合物相。350℃时除形成Cu6Sn5外,还形成Cu6Sr5与Cu之间的ε相。这些金属间化合物相将降低接头强度。当采用含共晶组织的钎料,或母材与钎料能形成共晶体时,在接头中出现共晶组织。共晶组织熔点较低,可以降低钎焊温度。如将银箔置于铜件之间,并使达到物理接触,加热到800℃左右,这时虽然没有达到银、铜的熔点,但由于互扩散作用形成了共晶组织,能够获得银铜共晶组织的钎焊缝。接触反应钎焊就是利用这种原理实现的。它可以获得精度极高的钎焊接头。