低合金高强度钢的焊接
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第531页(7592字)
1.低合金高强度钢的种类
低合金高强度钢按屈服强度σs分级。常见的钢种见表10-7。
表10-7 低、中合金结构钢的类型
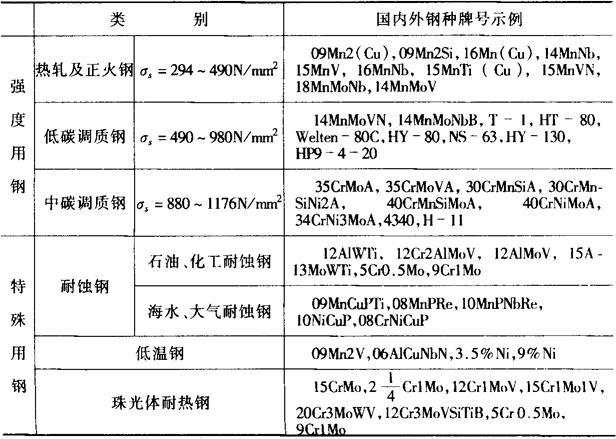
屈服强度为294~490N/mm2的低合金高强度钢(又称普低钢),-般都在热轧或正火状态下供货使用,故称热轧钢或正火钢,其母材组织为铁素体+珠光体。这类钢含有少量的合金元素,冶炼、轧制工艺简单,成本低廉,可焊性优良。这是-种非热处理强化钢,在我国得到了很大的发展并广泛地用于各类焊接结构。
低碳调质钢的屈服强度范围为490~980N/mm2,而中碳调质钢的屈服强度高达880~1176N/mm2。调质钢的母材组织为贝氏体或低碳回火马氏体。这两类钢一般都具有优良的综合机械性能,用于要求高强度、高塑性、高韧性及在低温下或受动载负荷条件下工作的重要焊接结构。
2.热轧和正火高强度钢的焊接特点
σs为294~343N/mm2级的热轧钢基本上都是属于C-Mn和Mn-Si系的钢种,有时也可能用V,Nb代替部分Mn,以达到细化晶粒和沉淀强化的作用。这类钢塑、韧性好,碳当量低,可焊性好,热影响区淬硬倾向比低碳钢稍大,一般不需采取特殊工艺措施。只是在厚板、接头拘束度高以及低温下焊接时,为防止冷裂纹,就需要采用严格的工艺措施,如严格控制线能量、预热和焊后热处理等。
正火钢是指在固溶强化的基础上,通过沉淀强化和细化晶粒来进一步提高强度和保证韧性的一类低合金高强度钢,其σs一般在343~490N/mm2间。这类钢碳当量较高,有较明显的淬硬倾向。这类钢热影响区易出现硬脆马氏体组织,热影响区塑、韧性降低,抗应力、腐蚀性能恶化,冷裂纹倾向较大。制定这类钢焊接工艺的原则是“软组织(或临界硬度)控制”,亦即根据接头形式和钢材厚度,调整焊接线能量和预热温度,以控制热影响区的冷却速度,从而控制微观组织,以保证其最高硬度不超过能避免冷裂纹的临界硬度值,一般为HV350~450。为保持一定的临界硬度值,随碳当量CE的增高,热影响区的冷却速度须相应降低。在母材、接头形式、板厚以及焊接方法和焊接材料已定的条件下,就是确定能够避免产生冷裂纹的与最低预热温度相应的最低焊接线能量,同时,过高的线能量将导致热影响区性能的降低,对于晶粒长大敏感、过热倾向强的钢(如15MnVN),要特别注意。
3.低碳调质高强度钢的焊接特点
低碳调质高强度钢的σs一般为441~980N/mm2,这类钢为了保证良好的综合性能和焊接性,要求含C量≤0.22%,实际上含C量都在0.18%以下,如12Ni3CrMoV、12MnCrNiMoVCu、14MnMoNbB、14NiCrMoCuVB、HY-80、HY-100和HY130等。这类钢不仅具有高强度和高塑、韧性,而且有良好的可焊性。更为主要的是,它们不要求很高的预热温度(一般不超过200℃),而且焊后不再热处理,便可使焊接接头达到或接近母材金属的力学性能。
这类钢熔化焊的基本原则有二:一是从奥氏体化的热影响区冷却下来的速度需足够高,以便获得低碳马氏体和下贝氏体组织,二是为了避免产生冷裂纹,必须严格保持低氢条件。
这类钢的热影响区的高强度和高塑、韧性是靠低碳马氏体或下贝氏体提供的。如果热影响区的冷却速度过低,则奥氏体将转变成粗大贝氏体,这对强度和韧性都不利。所以,焊接这类钢须有一最低冷却速度。在实际施焊时的冷却速度应高于此值。然而,过高的冷却速度也会导致抗裂性和塑性的下降。因此,在拟定焊接工艺时必须协调好焊件厚度、预热温度和线能量等参数之间的关系,以便在避免产生冷裂纹的同时,保证热影响区有合适的冷却速度,从而保证得到所要求的机械性能。表10-8的数据可以作为说明这一点的例子。
表10-8 14NiCrMoCuVB焊接线能量与板厚及预热温度的关系

焊接低碳调质钢时,尽管热影响区的最高硬度不太高并有高的韧性,但氢仍是促成冷裂纹的重要因素。在整个工艺过程中要严格保持低氢条件。焊接材料中的氢和水分,坡口表面的潮湿、油迹等都严重影响焊接质量。此外,焊接工艺及参数的选择,都应力求有利于使焊缝金属中的扩散氢含量最低。如在保持冷却速度不低于临界值的条件下,除适当地选用预热温度和焊接线能量外,还需适当选择层间温度。必要时采用后热(等于或高于层温的温度下使焊缝继续保温一段时间)以加速氢的扩散逸出。
在用手弧焊或埋弧焊焊接18MnMoNb、14MnMoVB、14MnMoNbB和12Ni3CrMoV等钢的产品时,焊缝金属易产生横向裂纹,位于焊缝深处或扩展到了焊缝表面,大都垂直于焊缝中心线,彼此呈平行分布,有的延伸到热影响区。产生这类裂纹的主要因素是氢,同时,冷却速度也是不可忽视的因素。
某些类型的低合金高强度钢,还具有热裂纹倾向,热影响区微裂纹倾向,再热裂纹倾向和层状撕裂倾向。
4.中碳调质高强度钢的焊接特点
当要求σ,高达880~1176N/mm2以上时,必须提高含碳量,因为调质钢中合金元素的加入主要起保证淬透性和提高回火性的作用,而强度主要还是取决于含碳量。这类钢的含C量通常为0.25%~0.45%。这类钢的淬透性很大,因此焊接性较差,焊接工艺非常复杂,焊后必须通过调质处理才能保证接头的性能。这类钢的纯度对焊接性的影响特别重要。-般钢中S、P不大于0.04%即可,但在这些钢中甚至降到0.02%时还会有裂纹敏感性。S增加热裂敏感性,P降低塑性和韧性,提高冷裂敏感性。
(1)焊缝中的热裂纹:中碳调质钢含碳量及合金元素含量都较高,因此,液-固相区间较大,偏析也更严重,这就促使有较大的热裂纹倾向。例如30CrMnSiA钢,由于含碳、硅量都较高,因此热裂纹倾向较大。为了提高焊缝金属的抗热裂纹能力,不得不采用低碳低硅焊丝H18CrMoA。焊接中碳调质钢时,应该考虑可能出现热裂纹问题。所以在选择焊接材料时,应尽量选用含碳量低的,含S、P杂质少的填充材料。在焊接工艺上应注意保证填满弧坑和良好的焊接成形。因为热裂纹容易出现在未填满的弧坑处,特别是在多层焊时第一层的弧坑中以及焊缝中的凹陷部位。
(2)冷裂纹:中碳调质钢的淬硬倾向十分明显,冷裂倾向较为严重,这是由于中碳调质钢的含碳量较高,加入的合金元素也较多,在500℃以下的温度区间过冷奥氏体具有更大的稳定性所致(图10-25a、b)。而且含碳量越高,淬硬倾向也越大。中碳调质钢对冷裂纹的敏感性之所以比低碳调质钢大,不仅在于淬火倾向大,而且由于Ms点较低,在低温下形成马氏体,一般难以产生“自回火”效应,并且由于马氏体中的含碳量较高,有很大的过饱和度,点阵的畸变就更严重,因而硬度和脆性就更大,对冷裂纹的敏感性也就更大。马氏体的硬脆程度随含碳量的提高而增加,因此钢的冷裂敏感性也随着含碳量的提高而增加。所以在分析各种钢的冷裂敏感性时,不仅要看它马氏体形成的倾向,而且还必须考虑到马氏体的类型和性能。焊接这类钢时,为了防止冷裂纹,除采取预热措施外,焊后必须进行及时的回火处理。

图10-25 30CrMnSi和40CrNiMo钢的等温转变曲线
(a)30CrMnSi:C0.28,Si1.00,Mn1.10,Cr1.00,(%) (b)40CrNiMo:C0.42,Si0.24,Mn0.77,Mo0.21,Cr0.81,Ni1.76,(%)
(3)热影响区的性能变化:
1)过热区的脆性:中碳调质钢由于含碳量较高和合金元素较多,有相当大的淬硬性,因而在焊接热影响区内很容易产生硬脆的高碳马氏体。冷却速度越大,生成的高碳马氏体越多,脆化也就越严重。为减少过热区脆化,从减少淬硬倾向出发,照理应采用大焊接线能量有利,但由于这种钢的淬硬倾向很大,仅通过加大线能量往往还难以避免马氏体的形成,却反而增大了奥氏体的过热和提高了奥氏体的稳定性,促使形成粗大的马氏体,使过热区的脆化更为严重。因此,在这种情况下,一般倾向于采用小线能量,而同时采取预热、缓冷和后热等措施。因为采用小线能量减少了高温停留时间,避免了奥氏体晶粒的过热,增加了奥氏体成分的不均匀性,从而降低了奥氏体的稳定性,并同时采取了预热和缓冷等措施来降低冷却速度,这对改善过热区的性能是非常有利的。
2)焊接热影响区的软化:这类钢经常是在退火状态下进行焊接,焊后再进行调质处理,但有时由于焊后不能进行调质处理,而必须在调质状态下焊接时,就要考虑软化问题。调质钢的强度级别越高时,软化问题越突出。此外,软化程度和软化区的宽度与焊接线能量,焊接方法有很大关系。线能量越小,加热冷却速度越快,受热时间越短,软化程度越小,软化区的宽度越窄。但同时要注意过热区的脆化和冷裂问题。从图10-26可以看到,30CrMnSi钢经气焊后,其软化区的σb降到了590~685N/mm2,而电弧焊时,软化区的σb则为880~1030N/mm2,并且气焊时的软化区比电弧焊时宽得多。因此,焊接热源越集中对减小软化越有利。

图10-26 调质状态的30CrMnSi钢焊接接头的强度分布
(a)电弧焊 (b)气焊
5.低合金高强度钢焊接材料的选择
首先考虑是否要求焊接接头与母材等强度。对于要求等强度的,在选择焊条及焊丝(及其与焊剂的配合)强度等级时,还应考虑板厚、接头形式、坡口形状及焊接线能量等因素对焊缝机械性能的影响。
热轧和正火高强度钢常用的焊接材料见表10-9。
表10-9 热轧和正火高强度钢常用的焊接材料

几种低碳调质钢焊接材料见表10-10。
表10-10 几种低碳调质钢焊接材料的选择

中碳调质钢焊接材料选用实例见表10-11。
表10-11 中碳调质钢焊接材料选用实例

焊条、焊剂使用前必须严格烘干,以减少氢的来源,防止冷裂纹。烘干后的焊条、焊剂,应采取措施防止使用前吸潮,如在100~150℃的干燥箱中保存,随用随取。
6.低合金高强度钢的焊接工艺
(1)焊前准备:
1)坡口加工:一般可用火焰切割或碳弧气刨,要求精度高时,可采用机械加工。火焰切割时须注意母材的过热软化(对调质钢)和淬硬脆化(对淬硬倾向高的钢);坡口边用冷剪切时,应注意加工硬化。
2)坡口清理:坡口两侧500mm范围内应去除水、油、锈及脏物等。
3)焊接材料准备:焊条、焊剂应参照表10-12烘干,焊丝应严格除油;有的保护气体需脱水处理。
表10-12 焊接材料的吸湿临界值和标准烘干规范

4)装配:装配间隙不能过大,要尽量避免强力装配,定位焊缝要有足够的厚度和长度(不小于50mm,对较薄的板不小于4倍板厚),必须采用与正式焊缝同一类型的焊条(强度等级可稍低),定位焊时预热与否同正式焊缝。在装配或焊接时,对高强度钢,特别是调质钢,严禁在非焊接处随意打弧。
(2)线能量的选择:对CE<0.4%的普通低合金钢,焊接线能量一般不限制。
对CE=0.4%~0.6%的低淬硬倾向钢,线能量下限按热影响区最高硬度不超过临界值的条件确定,上限由满足热影响区韧性的条件确定。
对CE>0.6%的低碳调质钢,应与其他参数(如钢材厚度、预热和层温)相关联地确定一个可用的线能量范围:上限从保证热影响区能得到低碳马氏体或贝氏体组织的条件确定,下限由热影响区塑性和抗裂性能确定。
总之,随着钢材CE值和强度级别的提高,钢材的热处理状态从热轧、正火到调质,适宜的焊接线能量值则随之降低,而可用的线能量范围也随之变窄。控制线能量是高强度钢焊接的一个重要原则。线能量对于焊缝金属的抗冷裂性和机械性能有着明显影响。随焊缝金属的强度级别及CE的提高,这一影响显着增大。
(3)预热、层间保温及后热:预热有防止冷裂纹,降低冷却速度,减小焊接应力作用,与适当的焊接线能量配合还可控制接头的组织和性能。不同强度等级钢的预热温度见表10-13和表10-14。为保持预热的作用并促进焊缝和热影响区的氢扩散逸出,层间温度通常应等于或略高于预热温度。预热与层间温度过高,均可能引起某些钢种的焊接接头组织与性能的恶化。
表10-13 几种热轧及正火钢的预热和焊后热处理工艺参数

表10-14 几种低碳调质钢的最低预热温度与层间温度


注:①HY-130的最高预热温度建议:板厚16mm——65℃,16~22mm——93℃,22~35mm——135℃,>35mm——149℃。
强度级别较高的低合金钢和大厚度的焊接结构,后热温度一般在200~350℃范围内,保温时间与焊件厚度有关,一般为2~6h。后热也称“消氢处理”。如工艺中已确定要焊后热处理,且做到焊后立即热处理,则后热可省略。
预热、层间温度及后热的加热,应在坡口两侧75~100mm范围内保持一个均热带。测温点在距坡口75~100mm处。加热最好在焊缝的背面进行。对调质钢要防止局部超过回火温度。
(4)奥氏体焊条的使用:在某些情况下,例如大刚性结构,铸、锻件接管的焊接,缺陷修复,焊接不允许进行预热的部位,焊后又无法进行热处理时,在不要求焊缝与母材等强度的条件下,通常采用奥407和奥507焊条。焊接时要使母材的熔合比尽量小。
(5)缺陷返修:缺陷要彻底除净,可用机械加工或碳弧气刨,坡口要合适。用碳弧气刨要防夹碳。气刨预热温度与同牌号钢焊接同。补焊时预热、层温及后热的加热范围要适当加宽,温度与焊接同或稍提高。
7.低合金高强度钢的焊后热处理
(1)焊后热处理的种类:低合金高强度钢,特别是强度等级较低的,多数情况下焊后不热处理。
低合金高强度钢焊后热处理有三类:
1)消除应力退火:用于板厚较大,焊接残余应力较大的结构,低温下工作的结构,承受动载荷的结构,有应力腐蚀性能要求或尺寸稳定性要求的结构。
2)正火+回火(或正火):用于电渣焊结构,改善接头组织及性能。
3)淬火+回火(调质处理):用于调质钢或其他要求焊后进行调质处理的结构。
(2)焊后热处理应注意的问题:
1)对于含有一定数量的V、Ti或Nb的低合金钢,在600℃左右保温,易造成韧性明显下降,同时强度升高,塑性降低,此类钢应尽量避免在此温度下保温。
2)焊后消除应力退火,一般应比母材的回火温度低30~60℃。
3)对于含有一定数量的Cr、Mo、V、Ti、Nb等元素的一些低合金钢焊接结构,消除应力退火时应防止再热裂纹。
4)热处理过程中要注意防止结构产生变形。
8.低合金高强度钢焊接接头的机械性能见表10-15。
表10-15 低合金高强度
钢焊接接头机械性能举例


注:①为熔合线冲击;②δ=厚度(mm)。