精铸的热作模具
书籍:工模具材料应用手册
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第53页(570字)
用精铸法制作接近于最终尺寸的模具,由于减少了消耗及切削加工量,对成本带来很大的好处。特别当主模型制造费用可分摊给相当大数量的模具时,其效益更大。
铸造的锻模和挤压模的使用经验已表明,铸造模具有比较高的抗热龟裂(热疲劳裂纹)性能;在形成细小的裂纹后,它们的扩展速度却比同一钢种、同一硬度的锻制金属模要慢得多,从而可以有效地延长模具的寿命。铸造和锻造的H13钢的机械性能试验证明,在从室温到600℃时,其屈服和抗拉强度实际上是相同的,但铸造金属的塑性稍微低些。在温度约300℃以上,铸造的H13钢之热硬度高于锻造的H13;其差别随温度之升高而加大,如图11所示,在650℃测定了8个洛氏硬度点。
由于铸造模具有各向均匀性,故不存在各向异性问题。初始的模具制成后,铸件的尺寸可稳定地控制,任何必要的修正包括在主模型制造之中。型腔面合理的精加工余量为0.25~0.38毫米,分型面为0.8~1.5毫米,背面和侧边面为1.6~3.2毫米。最常用于铸造的热作模具钢,包括有H12、H13、H21及H25等。
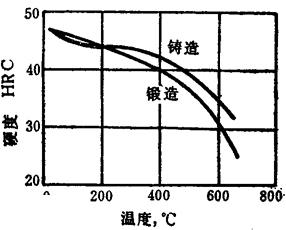
图11 铸造的和锻造的H13工具钢的热硬度比较
上一篇:粉末冶金钢
下一篇:工模具材料应用手册目录