硬质合金
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第64页(1434字)
硬质合金采用粉末冶金法制成。将高熔点金属和碳的化合物之粉末,结合成为高强度高硬度的致密固体。首次生产的硬质合金是用钴粘结的碳化钨。多年后,这一最早的材料已从各方面被改进,生产了各式各样的硬质合金,应用于广阔的领域(见表19)。改进的内容,主要是改变粘结金属,碳化物组织(颗粒尺寸),及在碳化钨之外再配入其他金属的碳化物。钛和钽的碳化物已经成为应用最多的,但由于钽的资源限制,用铌碳化物代替钽碳化物者已日益增多。仅含钨碳化物的硬质合金,称为“普通级”而那些除钨碳化物之外还添加其他金属碳化物的,则称为“复杂级”(1)
表19 钴结硬质合金的典型应用
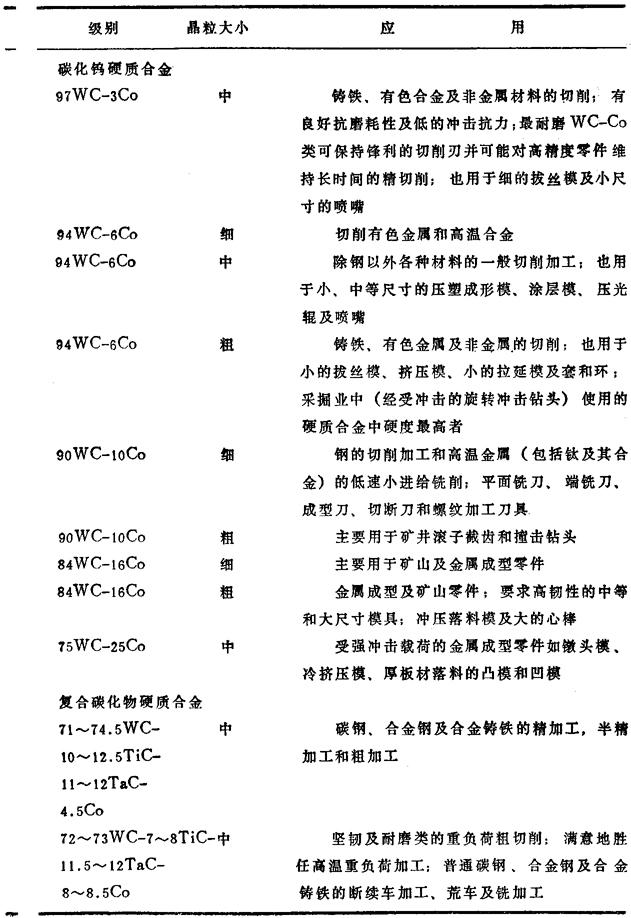
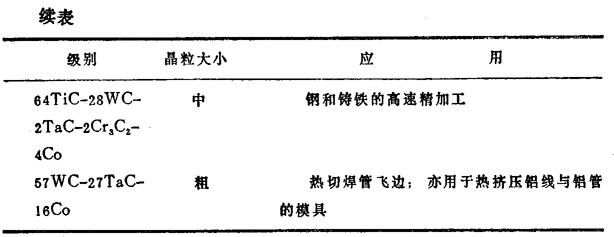
碳化钨硬质合金用于切削刀具、拉拔模,成型模的嵌件、凸模及其他许多种工具。复合碳化物硬质合金主要用于制造加工普通碳钢及低合金钢的切削刀具及切削工具上的刀片。在此类用途中,复合碳化物硬质合金磨损较慢,因为刀具前倾面上由切屑粘结磨损而形成月牙洼大大地小于碳化钨硬质合金。并且,复合碳化物硬质合金切削刃在高温下具有较高的抗变形能力。
硬质合金是非常硬的,并且在高于高速钢开始软化的温度下仍可保持高硬度。硬质合金刀具最初是将压坯用铜焊在刀柄上。为了尽可能提高生产效率,这些刀具必须经常地重磨。虽然现在有很多地方仍然用这种钎焊的重磨刀具,但更为普遍地是将硬质合金制成体积很小的可转位的刀片,机械夹固在钢制刀杆上。图12示出几种机夹刀片和连接方法。这些刀片可以转位到所有可使用的刃都磨损,然后重新研磨或回收。
粉末冶金制造法 制造硬质合金工具的常规方法是粉末冶金法,此法将粉碎的钨碳化物与钴粉混合,冷压到要求的形状(留有烧结的收缩量),并在真空或控制气氛中,在足以使粘结剂熔化或至少部分熔化的高温下烧结。这种工业方法的局限性,是要求工件沿压制方向的截面是均匀一致的,长度和直径之比也不能过大,以保证压紧力的均匀一致。
大件和不便于压坯的零件一般可用冷等静压法制造。烧结达到最终目的之前,工件可以经过预烧结;也可不经预烧结,可以将其加工到要求的形状,也可不经加工。大件有时采用在石墨模中的热压法压制。
热等静压一般用于增加烧结碳化物零件的坚固性,热等静压可改善硬质合金工具的表面光洁度并提高横向抗破裂强度、抗压缩强度和抗冲击能力的平均值。它是某些工具如压缩机活塞、磨床转轴、砧及制作高压器件的模具、冷挤凸模及旋锻轴等必不可少的生产工序。对要求表面光洁度很高的工件,倾向于采用热等静压。拉拔模及心轴、挤压凸模、森氏极薄钢板多辊轧机轧辊、带钢轧辊、扁线轧辊、泵和压缩机的衬套和活塞,压光辊及精压用的球及阀门,属于要求特别高光洁度以获最佳使用性能的工具和零件。
细长的工件,如电路板钻头的支撑杆,难于用模压或等静压方法制造。这些零件可采用由碳化物粉、金属粘结剂和合适的有机载体组成的混合物进行挤压成形,然后烧结。
图12 可转位的硬质合金刀片和夹固方法