多晶立方氮化硼
书籍:工模具材料应用手册
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第90页(739字)
1973年,多晶的立方氮化硼复合体(1)刀具被介绍了出来。用高压和高温的方法,在硬质合金基体上粘结一层立方氮化硼(CBN)。在氮化硼颗粒之间,也以CBN-CBN晶间粘结的方式相互支撑。
实用的多晶立方氮化硼刀具的形状大多与硬质合金相同。许多情况下,立方氮化硼刀片可采用与硬质合金相同的方法铜焊在刀杆上,但要采取专门的措施避免组织过热及防止熔化的焊剂接触CBN层。
由于CBN刀具的成本数倍于硬质合金,所以CBN刀具通常用金刚石磨轮进行重磨后再用,并尽量减少每一刀刃的成本。
CBN晶体的某些性能在表30中给出。粘结在基体上的多晶CBN层的硬度为HRA97(4000HK)。
表30 立方氮化硼的某些性能
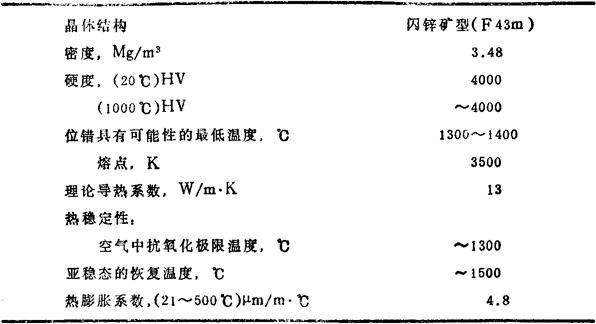
由于它们的硬度及硬度保持能力和高温下抗氧化能力高于硬质合金,多晶CBN工具有效地用于切削难加工的超级合金(高温合金),其切削速度可数倍于硬质合金可能达到的水平。在自冷下切削是最良好的使用状态。
除镍基和钴基高温合金之外,CBN工具还可满意地地用于加工其他铁基材料——包括冷硬铸铁、孕育铸铁、热处理到硬度为HRC50~70的工具钢(M2、M42、D2、A2;S5及O1)及其它钢(1055、8620、52100及4140)。
有关多晶立方氮化硼复合体切削刀具的更详细资料见参考文献11。