金属的冷剪切
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第122页(1347字)
推荐用于各种金属冷剪用的刀片材料如表33所示。表34为滚剪用的刀片材料。被剪材料的成分和厚度是选择刀片材料的最重要因素。另外,还要考虑成本,使用性能,热处理特性以及前人的经验。
表33 推荐用于冷剪金属板材的刀片材料

注:(a)硬质合金镶片系铜焊在经热处理的中碳钢或低合金钢刀体上。
(b)很少剪切这种厚度的材料。
表34 推荐用于滚剪薄金属板的刀片材料
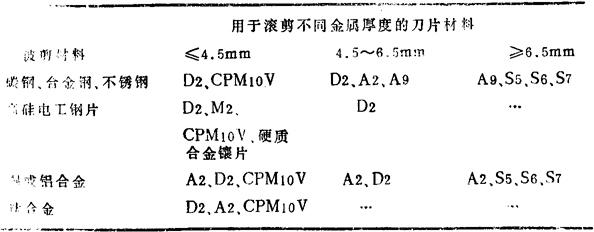
工具材料的韧性和耐磨性是不同的,而被剪材料的硬度和抗剪性也有不同。如果被剪的材料很薄,而且硬度相当低,剪刀材料的韧性可以低些,但必须有优异的耐磨性。如果剪切的材料较厚、较硬,那么就需降低刀片的硬度或更换耐磨性低一些的刀片材料,或采用表面硬化而心部强韧的抗冲击工具钢,以得到抗崩刃所需的韧性。如D2工具钢可用于厚度≤6mm的任何金属材料。但在≥6mm时,须采用韧性较大的A2、A9和抗冲击的S2、S5和S6等工具钢。
硬度对磨损的影响 冷剪刀片的磨损速率主要决定其含碳量及硬度。如图28(a)和(b)所示。表而硬化钢W2,在磨去硬化层前的多次刃磨和D2有同等的性能。然后硬度降低,相应的每次刃磨间的寿命也减低。在这些试验中W2表面硬化钢,由于有较高的原始表面硬度,在磨去1.5mm前比有较深淬透性的S2钢要优越些。
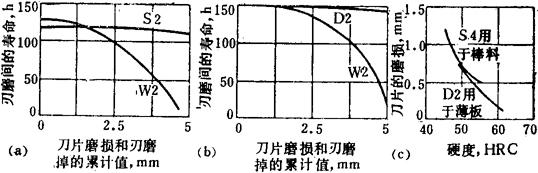
图28 在冷剪钢时不同工具钢磨损和寿命的比较
(a)19mm厚的低碳钢板的冷剪切。(b)6mm厚的低碳钢板的冷剪,(a)和(b)当刃口经多次刃磨和被磨损后,W2每次刃磨间的寿命连续地减少,直到全部硬化层被磨去,此时刀片必须报废或再淬硬。(c)刀刃硬度对剪刀磨损的影响
应用低硬度的刀片,会降低冷剪刀片的寿命。用硬度为HRC44的S4或S5工具钢制的刀片比硬度为HRC54的刀片,在其它条件相同时,磨损速率要快3倍。图28(c)为硬度对S4和D2刀片磨损的影响。
冷剪刀片硬度的推荐,需要有操作知识。例如:D2刀片在硬度为HRC61时,有满意的使用性能,但同样的硬度的刀片在另一个厂里用于相似的工作条件则断裂了。硬度在HRC58~60下应用的D2工具钢刀片,在剪厚度<6mm的软钢时,通常是很满意的,但在许多的例子里,D2刀片,在HRC60~62的硬度下已得到成功的应用。在剪切高强度低合金钢时,D2刀片的硬度必须保持在HRC58以下以免断裂。
S类抗冲击钢在HRC50~58的硬度范围内使用。上限硬度的刀片在剪6~13mm厚的钢板和有色金属时使用。剪切较硬或较厚的金属时,为了提高抗冲击载荷的能力,使用下限硬度的刀片。表35是10个厂在冷剪黑色及有色金属产品时,所用刀片的硬度。