工具材料
书籍:工模具材料应用手册
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第166页(721字)
对芯模材料的要求是不严格的,显然,它的抗压强度必须大于被旋压的材料。就大多数应用来看,如4140合金钢淬硬到HRC50~55或经过硬化的合金球墨铸铁都是令人满意的。对大批量生产,用A2型工具钢制成的芯模是很典型的。很少要求稀有的芯模材料。
对滚轮所用的材料要求比较高得多。典型的旋压滚轮的损坏途径:包括摩擦磨损、粘焊磨损、表面疲劳和剥落、热网裂和断裂等。选择滚轮用典型材料——按耐磨性的增加顺序排列——包括A2、D2和D3工具钢。
A2和D2是二次硬化后在510~540℃范围内回火到HRC61。D3型在200℃回火到HRC63。钛合金零件常需在热态下成型;用于这种场合时,常选用M2,M4高速钢滚轮。
滚轮轮廓的恰当结构可以减少滑动接触速度,从而减少使用中的热冲击。图42为各种不同的强力旋压用的典型滚轮结构型式。
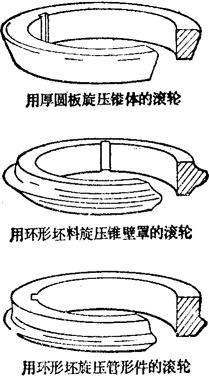
图42 三种类型的强力旋压滚轮
典型的滚轮尺寸是350mm(外径)×250mm(内径)×65mm(厚)
按性能的增加顺序,旋压滚轮可以用静浇铸、离心浇铸、镦锻及环形滚锻法制造。静浇铸一般不希望有枝晶间收缩及碳化物偏析。离心铸造往往没有收缩性的疏松,但可能含有晶粒界碳化物。在镦锻与环形滚锻中,热加工提炼网状碳化物,而且环形滚锻还得到了各向同性的晶粒取向,其结果得到了最佳的工具寿命。
上一篇:强力旋压工具材料的选择
下一篇:工模具材料应用手册目录