热镦锻模材料的选择
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第233页(925字)
热镦锻模材料的选择,须视被锻的材料、工件大小、模具形状与设计的复杂性、生产率和生产数量以及所采用的锻压与加热设备而定。本章所述模具仅限于卧式平锻机用的镦头模、夹紧模和辅助工具。
由热镦锻方法锻造的锻件尺寸范围自13mm螺栓至305mm石油工业用的带法兰管。生产率的变化与锻件大小和自动化有关,采用自动送料允许最高生产率达7200次/小时。如用于螺栓制造,需要有在高温下长时间连续使用的工具材料,对中等大小的零件,例如汽车用锻件,其生产率常在120~150件/小时,模具在两次打击之间有足够时间冷却,可采用热强度较低的模具材料。螺栓制造工业用的高合金、高硬度镦锻模并不适用于中等大小的汽车镦锻件,因为这样高硬度的模具是太容易破裂了。以较低速度镦锻更大的锻件时,因为热锻件与模具之间较长时间的接触,模具要求在锻造温度下有较高的强度和较高的合金含量。
模具形状的复杂性也影响到热镦锻模具钢材的选择。锐角、锐边大大增加了应力集中,而单薄断面会受到极端严重的负荷与很高的热应力。内凸模和心轴会受到高的冲击负荷和滑动摩擦磨损,因为它们的寿命短并常设计成可更换的,可更换的镶块可用于寿命短的夹紧模以及需要公差较严的锻件的模具。
在选择模具材料时,被锻材料是十分关键的。在锻造温度下,碳素钢与低合金钢较不锈钢与耐热合金钢的强度低,模具可以用较便宜的工具钢来制造。
在镦锻耐热钢或钛合金,即使用最好的模具钢,寿命也不长。
本章内所提及的各类工具钢和AISI各种钢的成分与性能在本书内随处可见。供制作热镦锻模的6种非标准工具钢的名义成分见表76。
表76 供热镦锻模用的非标准工具钢的名义成分
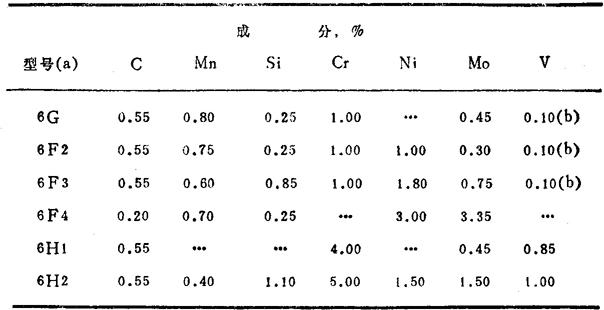
注:(a)UNS、AISI及SAE并未为这些工具钢编号。
(b)可任意选择的。