附属工具
书籍:工模具材料应用手册
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第238页(815字)
附属热镦锻的工具的典型材料和硬度如表78所示。在高温下抗软化能力是选择剪切工具材料的主要因素,没有这种特性就会出现提前变形或最终的破裂。工具与被剪切坯料之间的不断接触,使大量热都传到刀刃上,由于退火而软化,遇毛坯尺寸较大时,这个问题更为严重,因为被剪切的材料体积大,接触的时间长。具有高热强度和高抗剪性的高合金钢将要求最高级性能的工具材料,硬表面合金结构钢(例如8630和4340)用作小型和中等尺寸的锻件的大多数剪切应用是令人满意的。
表78 典型附属工具材料
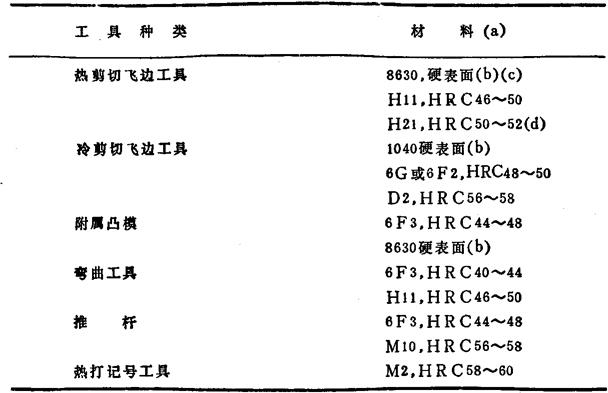
注:(a)表中有为某种特殊用途推荐了多于一种材料时,其排列顺序按成本由低到高排列。
(b)具有一种合金为1.10C,30Cr,3Ni,4.5W,60Co,其余为铁的硬表面,硬度最低HRC48。
(c)如果镦锻模和切边合并时,不推荐。
(d)供切厚大飞边选用。
如果切边与镦锻模合并在一起,那么在选择工具钢时要特别仔细。如果放在同一模座内的切边工具不好使了,那么就会造成停机的损失。此外,切边工具的损坏会导致不合理的剪切,严重地缩短了随后模腔的寿命并产生废品。
如果飞边是由组合工具切边的,这种工具通常不用表面硬化,因为硬表面有可能碎裂或剥落,碎片会使整副模具损坏,这种切边工具通常是用H11或H21工具钢制成。为了适应大部分镦锻零件尺寸大小或材料的变化,通常无需改变切边工具的要求。对特大的飞边推荐采用H21。
表面硬化碳素钢(例如1040)对大多数冷切边工序是很合适的,6G和6F2模具钢也用D2型工具钢比6G或6F2寿命更为长些,但价钱也高些。
上一篇:镦头模与夹紧模
下一篇:工模具材料应用手册目录