模具材料
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第220页(2316字)
下面所论述的各种标准类型的工具钢的成分和性能,在本书内随处都可找到。通常用作预硬化模块的三种非标准低合金工具钢的名义成分见表72。
表72 作模块用的非标准工具钢的名义成分
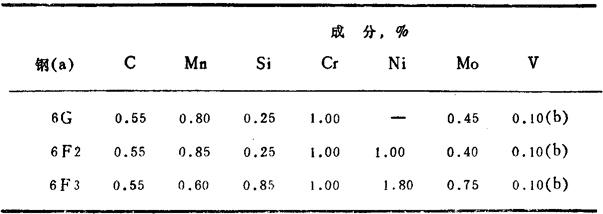
注:(a)不论是AlSI或SAE都未曾对这些工具钢定过型号。
(b)选用。
适合于制作锻模的预硬化模块有一通用的成分和硬度范围。预硬化工具钢还可用来作小型模块、凹模镶块和切边工具。为便于机加工,各种预硬化的钢材也可在退火状态下应用;一旦机加工到所要求的轮廓,就采用标准工具钢通常采用的方法进行淬硬及精加工。
表73列出了市场上可以获得的五种预硬化模块的硬度范围。硬度范围采用布氏、洛氏及肖氏来表示。
表73 各种工具钢的预硬化模块的正常硬度范围
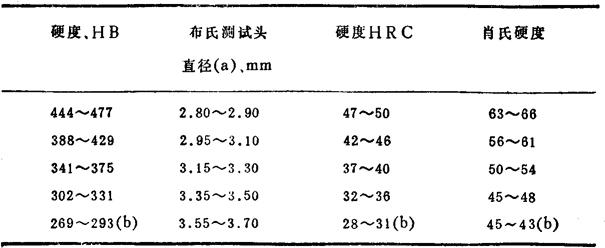
注:(a)模块硬度常用3000公斤试验时的布氏测试头直径表示。
(b)经淬火并回火的模块也可获得低硬度。
硬度通常用布氏硬度计测量,因为几乎所有模块对标准洛氏硬度计来说都显得太大了,还因为布氏硬度计对大型模块中可能存在的微小的组织上差异不太敏感。作布氏测量时,用硬质合金球在经过淬硬的模块上测量,因为硬质合金球在高硬度下,具有较好的抗变形特性,而且较钢球有更好的尺寸稳定性。
在许多锻造车间里,因为肖氏硬度计便于携带,硬度常用肖氏硬度计测量,然后换算到其它硬度值。
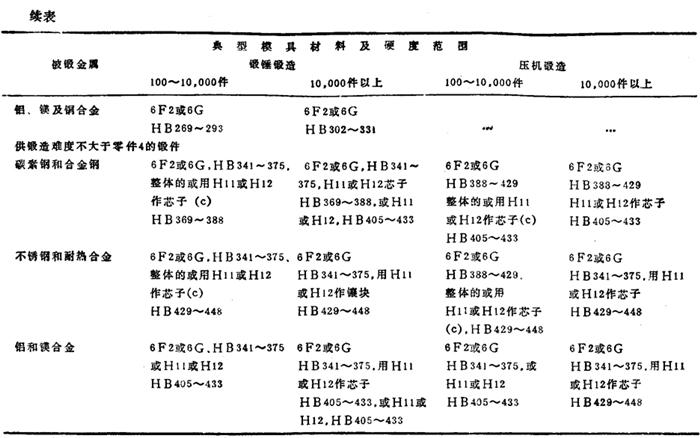
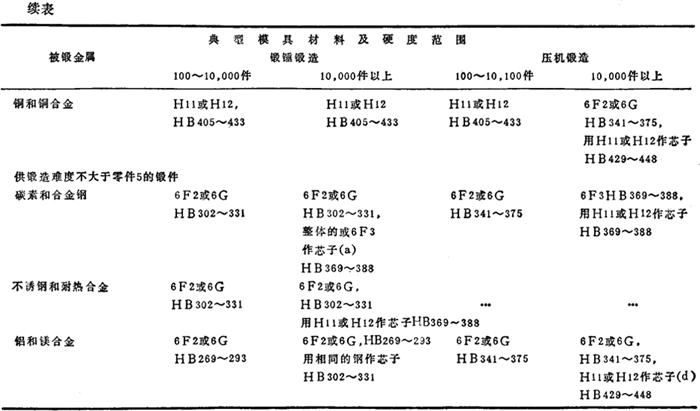
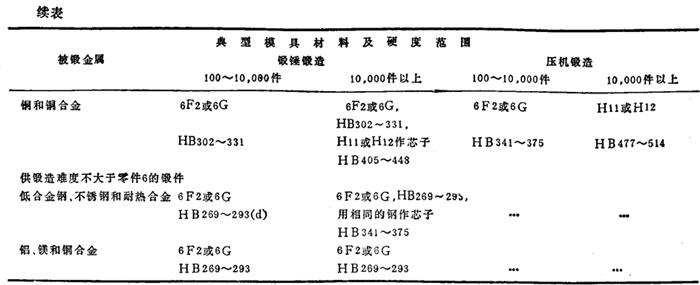
经预硬化的模块钢材常以硬度和适当名字来供采购用。供锻锤及热模锻压力机上用的模块和凹模镶块的典型工具钢及其布氏硬度见表74,在该表内,列出了图58所示加工难度渐增的6种假想锻件所推荐采用的模具材料,内容包括两种不同生产量及4种锻件材料。
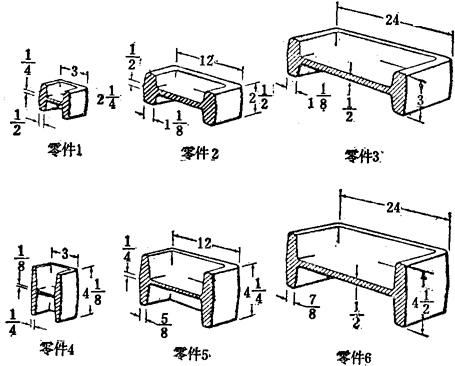
图58 难度逐渐增加的6种假想锻件
图上尺寸均为英寸,化为mm时,需用图上尺寸乘25典型的模具材料和硬度范围见表74。
表74 供模块和凹模镶块用的典型工具钢
(锻件示例,见图58)
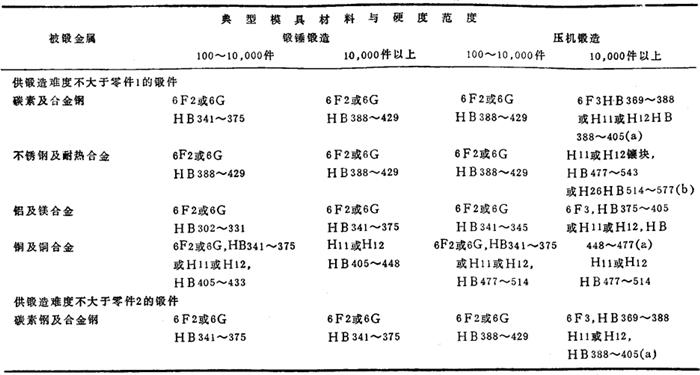
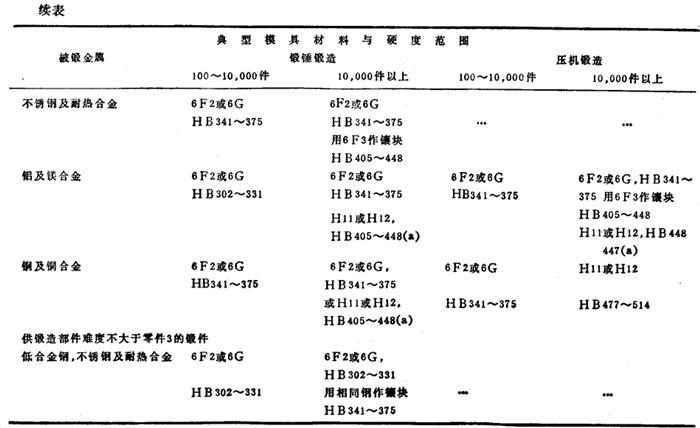
注:(a)推荐供大量生产用,例如50,000件。
(b)推荐供锻造高合金、耐热材料用,如镍基和钴基合金。
(c)推荐供1000~10,000件用。
(d)对于大批量生产——例如50,000件——推荐采用由硬度HB477~514的H11或H12工具钢制成一个实心块。
(e)对1,000件以上,推荐采用硬度HB341~375的同种材料的芯子。
表74所列的钢材与硬度是以最低的总成本(包括材料及制造费用)和避免断裂为基础来作推荐的,若用碳素钢或低合金钢来制造为数不太多的零件时,也可考虑用硬度较低的低合金工具钢。供锻造不锈钢及耐热合金钢,则需硬度略高的模具。
锻造铜合金时,较贵的H11和H12工具钢是合适的,因为铜合金在其最高锻造温度下具有较大的流动阻力,氧化铜是有腐蚀性的,而铜合金锻造用的模具常比钢锻件公差要求要小,这两种特性要求模具材料有高的耐磨性。
如表74所示,较高硬度适用于压床锻造,因为成型模具不受冲击。由于与热工作金属长时间相接触,压床锻模必须由在高温度下有较高的抗软化能力的钢制成。
和芯型镶块相结合的模具结构常用于锻造形状较复杂的锻件,图59系用于闭式模锻造汽车轴套的芯型镶块。
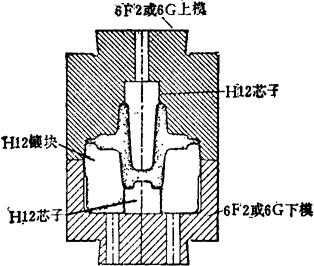
图59 汽车轴套典型模具设计
常推荐采用芯型镶块(未画剖面线部分)来锻造上述难度锻件(图中涂墨部分表示汽车轴套剖面)。在此情况下,上模部分的H12芯子与下模部分的一个很完整的H12镶块配合使用
图60系锻件的大小和形状对模具寿命的影响,图60的左上方的图表为在同一厂内用于锻造八种不同的不锈钢和耐热合金8种不同零件的锻模寿命数据。锻造合金类别不同,是影响模具寿命最主要因素,例如:在锻造431型不锈钢齿轮坯料中,3套模具的平均寿命仅为1,500件(D型),但用同种材料锻造比较简单的零件(H型)时,8套模具的平均寿命为8,000件。
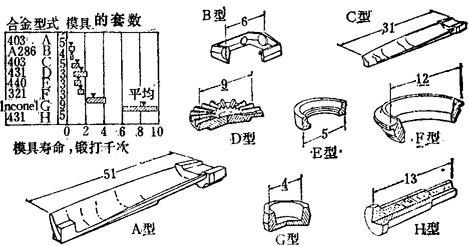
图60 用6G钢模锻造8种不同的不锈钢和耐热合金锻件的模具寿命
模具硬度HB341~375。图的左上角给出了听示的模具套数的平均寿命及寿命范围。A型到H型大致按难度渐减顺序排列。尺寸均为英寸,化为mm时,要将图中尺寸乘以25