切削工具用钢的一般选择
书籍:工模具材料应用手册
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第289页(776字)
虽然工具钢包括有碳素工具钢、合金工具钢和高速工具钢三大类,但作为金属切削工具,目前大量应用的是各种类型的高速工具钢。如精车刀、精刨刀、成形车刀、钻头、扩孔钻、中心钻、铰刀、机用丝锥、铣刀、圆锯片、各种拉刀和齿轮刀具,多数都采用高速工具钢来制造。由于高速工具钢刀具性能稳定、加工成形方便、通用范围广、刃口强度和韧性高,尽管五十年代以来硬质合金等超硬工具材料在车削、刨削、端铣刀等方面获得了推广,但据1968年资料统计,高速工具钢刀具使用量仍占世界各国刀具总量的57.1%,说明高速工具钢仍是当前使用最广泛的刀具材料。
对于切削速度不高的小型刀具和细长刀具,为降低成本或减小变形,一般不用高速工具钢制造。如手用铰刀,手用丝锥、各种板牙等可选用9SiCr、Crwn等合金工具钢,只有当切削速度和精度要求都不高时,如小于M12的手用丝锥,各种锉刀和手用锯条等才采用T10A~T12A碳素工具钢制造。
木工工具(如斧头、凿子、锯条、刨刀片等)通常采用T7~T10碳素工具钢即可满足要求。有些木工用刀具,如切削木材用的铣刀和钻头,为提高使用寿命也选用9SiCr、CrWMn或9Mn2V。
螺纹滚压工具(滚丝轮、搓丝板)也可归于切削工具范围,根据被加工材料不同可选用高速工具钢或9SiCr,但一般多用Cr12MoV冷作模具钢制造。
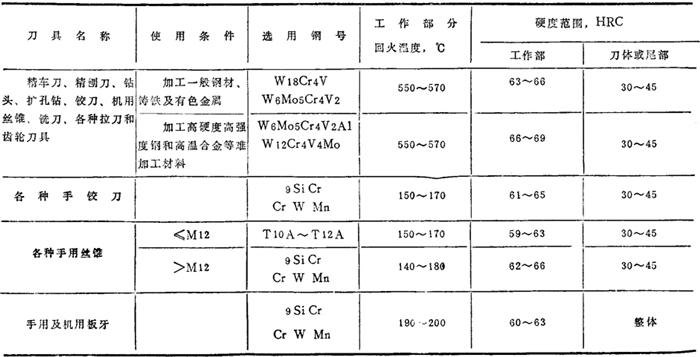
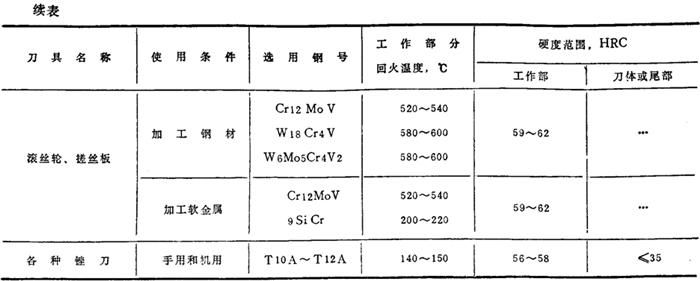
常用切削工具钢材的选用和热处理要求列于表92。
表92 常用切削工具钢材的选用和热处理要求
上一篇:切削工具的工作条件和对刀具材料的性能要求
下一篇:工模具材料应用手册目录