硬质合金的分类
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第305页(2845字)
硬质合金可以采取不同的原则进行分类。根据硬质合金的应用范围,通常可以将其分为切削工具用硬质合金、硬质合金模具、硬质合金量具及耐磨材料和矿山石油地质用硬质合金4大类。(详见株州硬质合金厂编着《硬质合金的使用》一书)。由于应用范围不同,要求硬质合金具有不同的化学成分、组织结构和物理机械性能。
按照化学成分及使用特性,硬质合金又可以区分为不同牌号。我国目前通用的硬质合金牌号规定于YB849-75(其化学成分和物理机械性能见表103),共包括钨钴、钨钛钴、钨钛钽(铌)钴合金和碳化钛镍钼合金等4个类别16种牌号。
表103 硬质合金牌号、化学成分和物理机械性能(YB849-75)
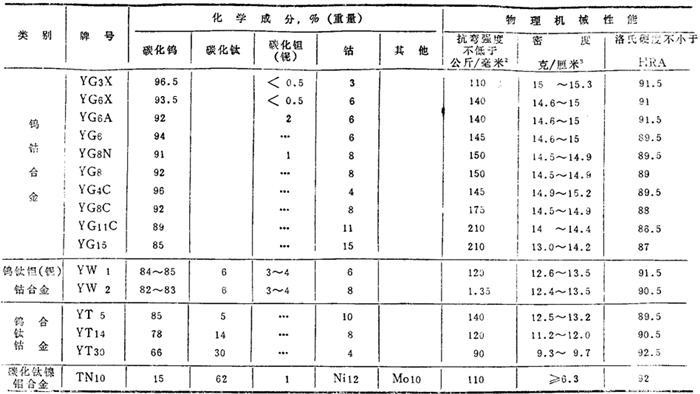
注:X——表示由细颗粒碳化钨组成的合金;C——表示由粗颗粒碳化钨组成的合金;A——表示加少量碳化钽的合金;N-表示加少量碳化铌的合金。
钨钴合金(YG类) 主要成分为碳化钨(WC)和钴(Co),某些牌号中也加入少量碳化钽(TaC)或碳化铌(NbC)以使晶粒细化,提高其硬度和红硬性。这类合金同其他硬质合金相比具有较高的抗弯强度和韧性、较大的导热系数、较好的焊接性能和磨削性能,因此主要用于铸铁、有色金属及其合金等脆性材料的切削加工,还在拉丝模、冷镦模、冲裁模、冷挤模、耐磨零件和量具等方面用以代替工具钢,可大大提高工模具寿命。对于矿山、石油、地质用钻头、凿岩机钎头、截煤机截齿等地质钻探、凿岩工具和采掘工具也普遍采用钨钴类粗颗粒合金来制造。
钨钴合金中,YG6X由于加入少量碳化钽(铌)细化了晶粒,碳化钨晶粒不大于5微米,其硬度和耐磨性较YG6都有提高,但抗弯强度略有降低。YG6X适于冷硬铸铁、耐热合金钢的精加工、半精加工,也可用于普通铸铁的精加工以及钢材、有色金属的细丝拉拔模。
YG6A亦属细颗粒合金,其碳化钽含量达2%。随着碳化钽含量的增加,除进一步提高了硬度和耐磨性外,红硬性和抗粘附性能也有改善,使合金具有一定的通用性,即可用于冷硬铸铁、有色金属及其合金的半精加工,也可用于高锰钢、淬火钢及合金钢的半精加工和精加工。
YG8N是较晚纳入标准的合金牌号,其中含有1%碳化铌。因为YG8N红硬性较好,即使高温下,也具有一定的硬度和强度,可用来代替YG6和YG8作为粗加工各种铸铁的通用牌号,特别是在不利条件下粗加工普通铸铁,可锻铸铁、球墨铸铁时,刀具耐用度较YG8提高1倍以上。此外也可用于不锈钢,冷硬铸铁、白口铸铁的粗加工和半精加工,另外还可用米加工某些铁基高温合金。
钨钛钴合金(YT类) 由于加入了碳化钛(TiC),使其耐磨性显着提高,尤其是提高了合金与钢之间的热粘附温度,增强了刀具的抗月牙洼磨损能力,因此主要用于一般钢材的高速切削。但随着耐磨性的提高,其抗弯强度、焊接性能和磨削性能与相同含钴量的钨钴类合金相比显着下降,特别是YT30在焊接和磨削时易于产生裂纹,抗弯强度和韧性较差,只能用于切削条件较为平稳,要求较高硬度和耐磨性时精加工各种钢材以至淬火钢。
钨钛钽(铌)钴合金(YW类) 为改善钨钛钴类合金的性能,在合金中添加适量的碳化钽或碳化铌,能在保证较高硬度和耐磨性的基础上,增强其抗弯强度和韧性,提高粘附温度和抗氧化性,使这类合金具有较好的综合切削性能,既可加工铸铁、有色金属,又可加工一般钢材,也适用于切削高温合金、不锈钢等难加工材料,因此被称为“通用合金”。其中YW1硬度和红硬性较高,通用性较好。YW2,耐磨性稍低于YW1,但抗弯强度和韧性较YW1好,能承受较大冲击载荷。
碳化钛镍钼合金(YN类) 这类合金以碳化钛为主要成分,以镍钼做粘结剂。由于碳化钛较碳化钨具有更高的硬度和熔点(见本书表20),而镍钼的粘结强度又优于钴,因此YN10合金的硬度接近YT30,而抗弯强度,焊接性能和磨削性能均有较大提高和改善,特别是YN10具有较高的红硬性,在1000℃高温下还能进行切削,而且不易与一般工件材料亲和,切削时会形成有自润滑作用的三氧化二钼、镍钼盐酸和氧化钛,因此抗粘附能力强,摩擦系数小,抗积屑瘤和抗月牙洼形成能力大,有利于提高刀具耐用度和工件表面质量,适宜于连续切削条件上精加工各种钢材,尤其是大尺寸淬火钢的精加工。
对于切削工具用硬质合金,1982年我国参考国际标准发布了GB2075—80“切削加工用硬质合金分类、分组代号”,并从1983年10月1日开始实施。标准中将切削加工用硬质合金按其适用加工对象的范围分为三个主要类别,分别以字母P、M、K表示,并规定了不同的颜色标志。
·P——适于加工长切屑的黑色金属,以蓝色作标志;
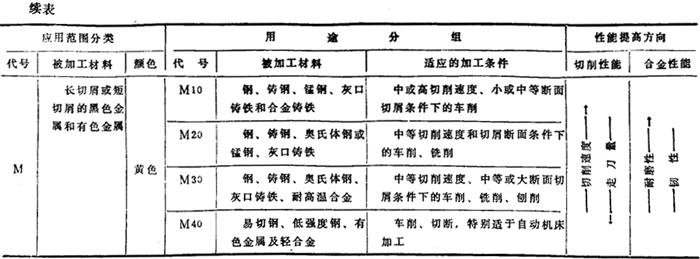
·M——适于加工长切屑或短切屑的黑色金属和有色金属,以黄色作标志;
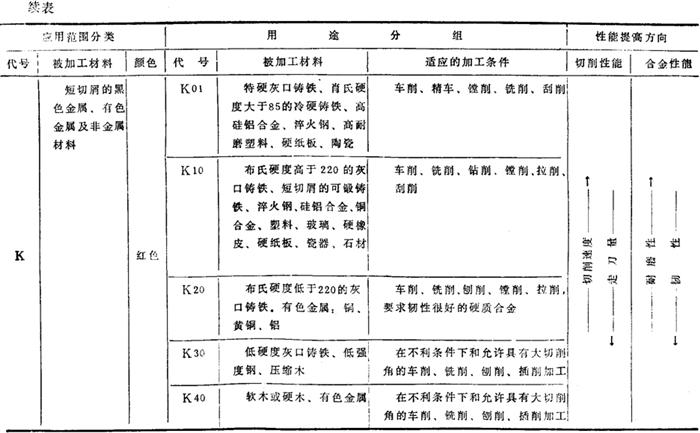
·K——适于加工短切屑的黑色金属,有色金属及非金属材料,以红色作标志。
具体的用途分组如表104所示。
表104 切削加工用硬质合金的应用范围分类和用途分组(GB2075-80)
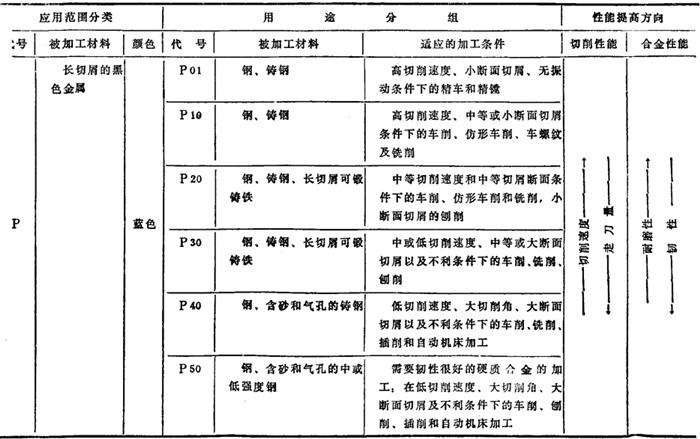
不利条件系指原材料或带黑皮的铸件或锻件,硬度不匀、切削深度不匀、间断切削以及在有振动的情况下工作等.
主要类别代号和用途分组代号的规定,有利于明确表示其应用范围和适宜的加工条件,特别是考虑到硬质合金新牌号不断增加,而各厂编号方法又不一致,有一个统一的分类代号和分组代号,便于对切削加工用硬质合金进行分类管理,但分类、分组代号并不能代替硬质合金牌号,在符合统一分类、分组原则的前提下,应该进一步区分不同牌号,即在同一用途分组中,可以有不同的牌号供使用者具体选用。YB849-75中切削工具用硬质合金牌号与GB2075-80中用途分组代号的对照关系见表105。
表105 切削刀吴用硬质合金
(用途分组代号与硬质合金牌号对照表)
