金刚石和立方氮化硼刀具材料
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第322页(1104字)
这类材料包括大颗粒单晶天然金刚石,聚晶金刚石和聚晶立方氮化硼,后二者在国外也称高压烧结体。
天然金刚石是自然界中最硬的材料,其显微硬度为HV10000~11000。采用0.5克拉以上天然金刚石精密车削表面光洁度和尺寸精度要求极高的有色金属及其合金已有多年历史,也可用于加工塑料和其他非金属材料。它是在切削速度很高(加工铜和铝合金时,可达3000米/分),走刀量和切削深度很小(t=0.01~0.3毫米,s=0.01~0.1毫米/转)的条件下来进行连续切削的,可获得一级精度的尺寸精度,3~5微米的几何形状精度,在纵切削时表面光洁度可达▽9~▽11,在切入式加工时表面光洁度可达▽12~▽13,而且刀具具有较高的寿命,一次刃磨可用几百小时。但天然金刚石存在着各向异性,性质较脆,在受一定冲击力时,容易发生崩缺,而且热稳定性和对铁的化学稳定性较差,不能用来加工黑色金属。
聚晶金刚石系采用人造金刚石微粉,在高温、高压、触媒和粘结剂的作用下烧结成尺寸较大的聚晶块。并把聚晶金刚石与硬质合金二者烧结为一体,成为聚晶人造金刚石复合刀片。同天然金刚石相比,聚晶金刚石刀片形状不受限制,可以得到锋利的刃口,韧性也高,即使断续切削时也不崩刃,能保持很高的刀具寿命。可广泛用于有色金属和非金属材料的精密切削。
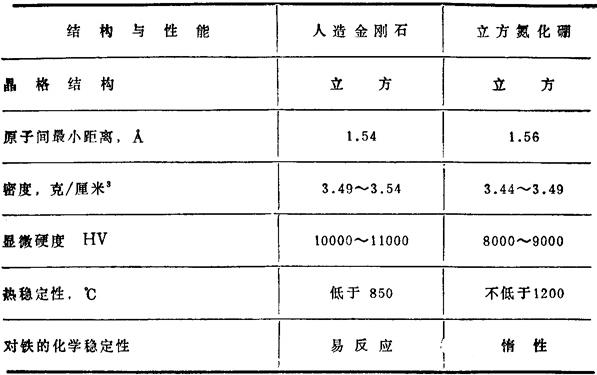
聚晶立方氮化硼的生产工艺和聚晶人造金刚石类似,它是由立方氮化硼微粉经高温高压条件下烧结成聚晶块,并做成复合刀片型式。立方氮化硼硬度仅次于金刚石,显微硬度达HV8000~9000。由于其热稳定性和对铁的化学稳定性较金刚石好,可以在高温下切削黑色金属,不会因产生化学反应而加剧磨损,特别适于加工一些难加工材料。如淬硬钢、耐磨铸铁、冷硬铸铁、钛合金等。立方氮化硼与人造金刚石性能比较如表110所示。
表110 立方氮化硼与人造金刚石的性能比较
我国成都工具研究所小批量生产复合聚晶金刚石和复合聚晶立方氮化硼刀片,基体为硬质合金YG8,上层为0.8毫米的金刚石或立方氮化硼,此种刀片焊接方便,刃磨容易,曾对多种材料的加工进行对比试验,取得较好的技术经济效果。目前复合聚晶金刚石刀片在成都某厂加工夹云母紫铜电机整流子(或称换向器),与YG6相比,刀具耐用度提高40倍,工件光洁度由▽5提高到▽7,加工每件的刀具费用成本仅为0.1元。