采用车床车退拔靠模板确定带螺纹模具部件的模塑收缩余量
书籍:塑料工程手册
出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第6页(471字)
带螺纹的模具成孔销子所需模塑收缩量,可用偏移尾座以及调整车退拔靠模板使与模具部件平行的办法来确定。当由车床导向丝杠传动时,切削刀具将按所需螺距加上收缩余量而进刀。尾座所需偏置量可由下列关系式计算:
X=(1+S)sinA
式中:X=每螺纹长度所需的尾座偏置量(毫米/毫米或时/时)
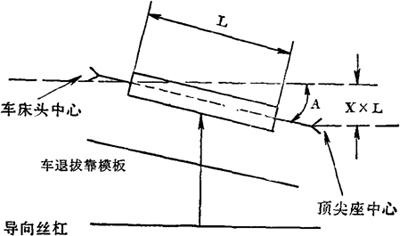
图1-1
S=模塑塑料的收缩余量(毫米/毫米或吋/时)
A=偏置角,因而
L=螺纹长度(毫米或时)
例:
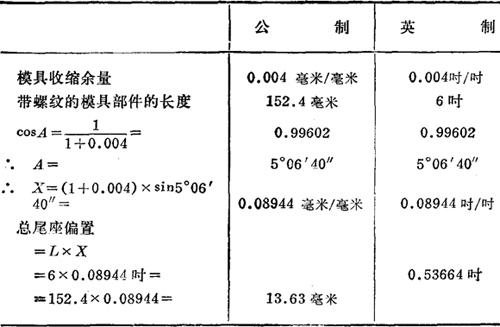
对于不同的模塑塑料收缩,尾座偏置可由下表确定。
表1-4

上一篇:体积收缩量与直线收缩量的换算
下一篇:塑料工程手册目录