计算
出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第60页(2292字)

式中:z=转动螺杆所需的总功率
D=螺杆的平均直径
N=螺杆速度,转数
h=螺槽深度
L=螺杆长度
μ=螺槽内熔体的粘度
μ1=径向间隙内熔体的粘度
QD=体积曳流
P=机头压力
Φ=螺旋角
e=螺纹宽度
δ=螺杆与机筒间的径向间隙。
(二)挤出机的能量平衡
Z+q=CQ△T+Q△P+H
式中:Z=对螺杆施加的机械功率(厘米·克力/秒或时·磅力/秒)
q=对加热器供给的电功率(厘米·克力/秒或时·磅力/秒)
C=塑料的平均容积比热容量(厘米·克力/厘米3℃或吋·磅力/吋3/℉)
Q=体积挤出速度(厘米3/秒或吋3/秒)
△T=塑料的温升(℃或℉)
△P=挤出机内的压力升高(克力/厘米2或磅力/吋2)
H=挤出机由于辐射与传导的热损失(厘米·克力/秒或时·磅力/秒)
C△T一项是某种塑料在适当的挤出温度下的焓(热含量),可由原料制造厂的技术数据中得到(亦可参阅表1-10)。
表1-10
若热损失H被认为由机筒加热器所供的热量q来补偿,则需要的功率可表示如下:
z1=z2+z3
式中:
z1=所需总功率(千瓦或马力)
z2=提高塑料温度所需的功率(千瓦或马力)
z3=提高塑料压力所需的功率(千瓦或马力)

式中:Q1=挤出机的挤出量(公斤/小时或磅/时)
ET=塑料的焓(卡/克或英国热单位/磅)
K1=换算系数
=859卡/千瓦·小时或2545英国热单位/马力

式中:
K2=功率换算系数
=10300(厘米/公斤/千瓦·小时)或6600(吋/磅/马力)
示例:计算一挤塑机在140公斤力/厘米4或2000磅力/吋2压力下,挤出物料225公斤/小时(68.9厘米3/秒)或500磅/时(4.2时3/秒)所需的传动功。物料的焓为165卡/克或300英国热单位/磅
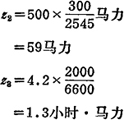
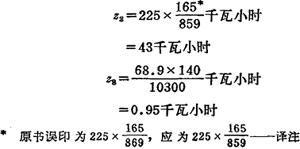
设齿论箱传动效率为85%,则所需电动机传动功率为:
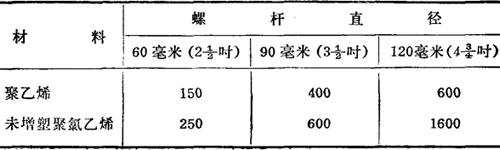
(三)根据扭矩极限,最大功率为:
式中:
Pm=最大传动功率(马力)
V=螺杆的圆周速度(呎/分)(最大值对于粘性及热敏性的原料为35~65呎/分,对于一般原料为100~150呎/分)
D=最大螺杆直径(时)。
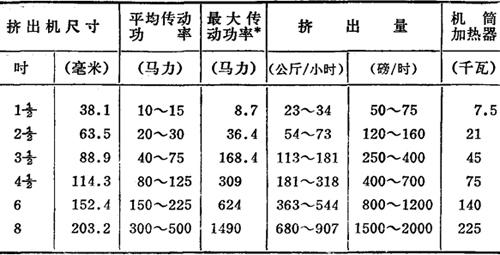
表3-5 最大功率(参阅表3-7)
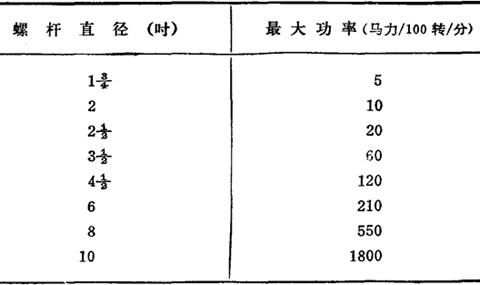
表3-7
(四)采用变速传动及齿轮箱所需的传动功率P为:
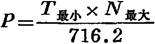
对于直接传动而言:

式中:T=螺杆扭矩(公斤力米)
T最大=螺杆扭矩,包括启动扭矩(公斤力米)
N=螺杆转速(转/分)
表3-6 挤出机内的近似转动扭矩(公斤力米)