薄膜收缩的控制
书籍:塑料工程手册
出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第89页(700字)
高压聚乙烯管状薄膜的收缩性能,取决于挤出物拉伸的条件和拉伸阶段的力学。因而,拉伸度(模口与最终薄膜厚度的比)、吹胀比、冷固线高度、物料温度、松弛时间、挤出定向等等,均将影响成品薄膜的收缩性能。
纵向及横向的有效收缩值,可由下列公式计算:
纵向收缩=EO纵十SO纵-R1
横向收缩=EO横+SO横-R2
式中:EO纵及EO横系挤出时在两方向上产生的定向度值。
R1及R2系定向松弛时间,由聚合物参数、熔融温度及薄膜冷却速度所控制。
在一般的操作条件下,只考虑拉伸所产生的定向(在纵向上)和因吹胀比所产生的定向(在横向上)。然而,在很高的挤出速度下,上述的其他因素可逐渐变为十分重要的了。
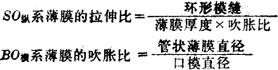
为了生产在两个方向上具有均匀收缩度的平衡收缩薄膜,其纵向及横向的拉伸比应相同:

例 薄膜厚度0.002时,模缝0.03时:
实际上,收缩薄膜是在吹胀比为3.5∶1至4.5∶1之间制得的。
相反,纵向对横向的定向比可由下式计算:

上一篇:典型的吹塑薄膜最小厚度
下一篇:塑料工程手册目录