机头设计
书籍:塑料工程手册
出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第108页(1323字)
瓶重
在型坯无显着垂伸现象的情况下(亦即,不使有很慢挤出的大而长的型坯),瓶重与口模/芯型尺寸的关系可用下式近似地计算之:
W=CπDmtLS2
式中:
W=吹制品重量,包括瓶颈飞边(克或唡)
L=吹制品或型坯的长度,包括合模尾料(厘米或吋)
Dm=口模环形缝的平均直径(厘米或时)
t=口模环形缝宽(厘米或时)
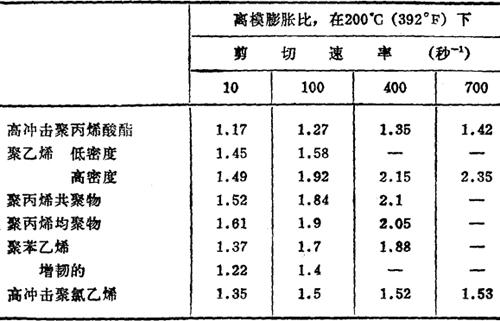
S=所用聚合物的离模膨胀比
C=聚烯烃的常数
=0.78(公制单位)
=0.45(英制单位)
此公式仅直接适用于有固定定型段的口模。在有型坯控制(可变口模缝隙)的吹塑机情况下,根据所采用的型坯厚度,对计算应作适当修正。
表5-4 各种热塑性塑料的剪切速度对离模膨胀的影响
型坯直径
截坯长度应不超过瓶底宽度的80%。型坯直径可由下式计算,但应不超过容器宽度的2/3。


式中:
D=型坯直径(厘米或时)
L=截坯长度(厘米或时)
型坯垂度( )可由下式计算:
)可由下式计算:
式中:
L=型坯长度
g=重力加速度
μ=熔体粘度
V0=挤出速率
p=熔体密度
t=型坯挤出时间
吹胀比
吹胀比或瓶直径与型坯直径的比,通常应在3∶1以下,但对于特殊的设计要求可以增大。
模口定型段长度
应用下列比例:

此外,亦可采用下列通用关系式:
模口定型段长度=8×口模环形缝宽度