模具设计(1)
书籍:塑料工程手册
出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第111页(1404字)
合模口
最小宽度0.38毫米(0.015时);
合模口前斜角5°
通常为0.51~2.5毫米(0.02~0.1时)——小型高密度聚乙烯容器的代表值为0.76毫米(0.03时),大型容器为2~3毫米(0.08~0.120时)。
合模口后斜角:
低密度聚乙烯 30~50°
高密度聚乙烯 12~15°
合模口以下合模口板之间的间隔(合模口间隙)=1.8×型坯壁厚。
大型吹塑制品(5加仑或20公升)在合模口后方,需有一突缘以防止合模缝变薄。
吹胀压力
对于冷模或表面有精细花纹的情况下,宜取较高的吹胀压力值。
吹气嘴与瓶颈模套之间的间隙,应为型坯壁厚的90%。
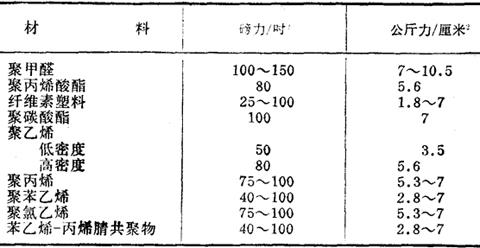
表5-5
排气
喷砂修饰40/50目砂砾
模腔排气孔直径0.25~0.5毫米(0.01~0.02时)(从背面扩孔)
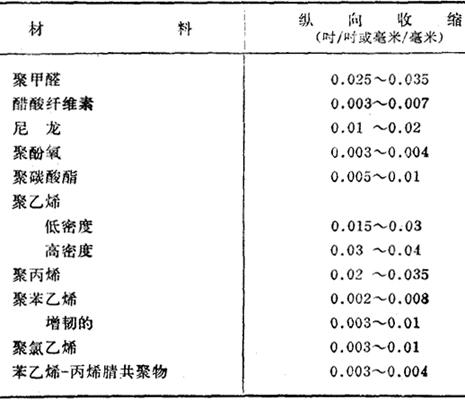
表5-6
合模缝排气口在模腔边缘为6.3毫米(0.25时)宽乘0.075毫米(0.003时)~0.150毫米(0.006时)深。
锁模力
锁模力=1.25×(吹胀压力×投影面积)
模具拼合缝
对于小型容器,合模面宽度<6.3毫米( 吋)。
吋)。
模塑收缩余量
横向收缩较纵向收缩约小10%(聚乙烯)
对于瓶颈断面厚的制品,瓶颈的长度与直径的收缩可增加25~50%。
这些因数的实际值,在很大程度上取决于材料和所用的加工条件。
对于500c.c.容器,曾报导了下列平均收缩率及标准误差,见表5-7。
表5-7
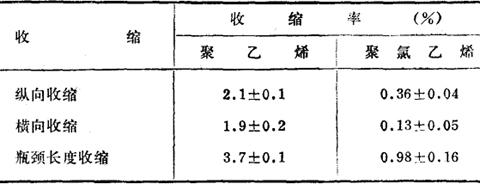
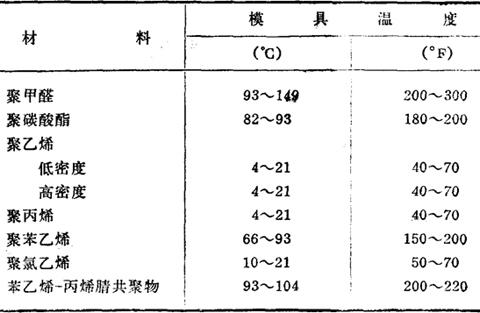
表5-8 模具温度
焓
吹塑用塑料的热含量见表1-6
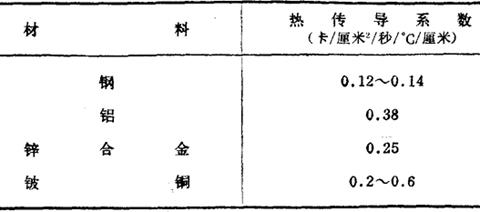
表5-9 模具材料的热传导系数