标准热处理条件
书籍:铝手册
出处:按学科分类—数理科学和化学 轻工业出版社《铝手册》第31页(843字)
(1)型材
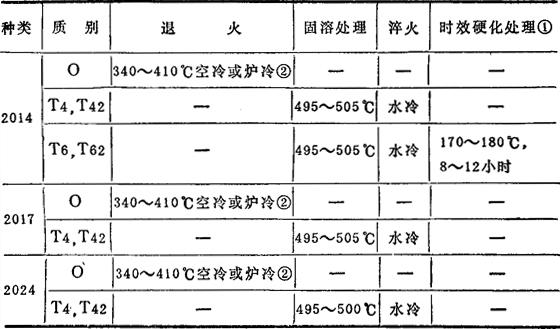
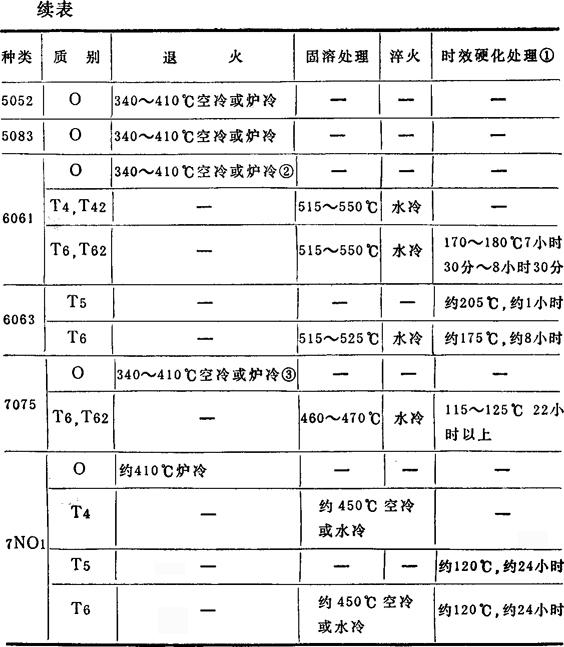
注:①:时效硬化处理的时间,厚度在12毫米以下的,记录仪示出所要求温度以后的保温时间。厚度每增加12毫米,保温时间增加30分钟。
②:热处理退火时,加热至约410℃,并保持此温度1小时以上,再冷却到260℃。以每小时28℃以下的冷却速度较好。260℃以下的,冷却速度没有要求。
③:热处理退火时,加热到410~455℃,保持此温度约2小时,在空气中冷却,再加热到约230℃,在这个温度下保持约6小时以后,冷却到室温。
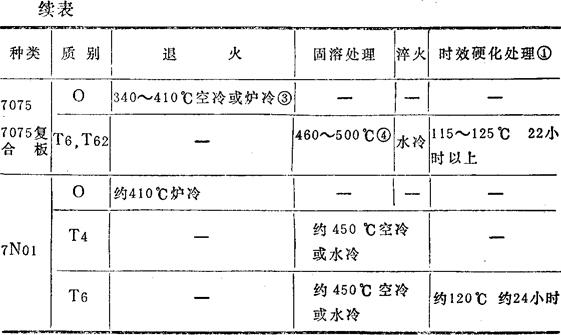
(2)板材
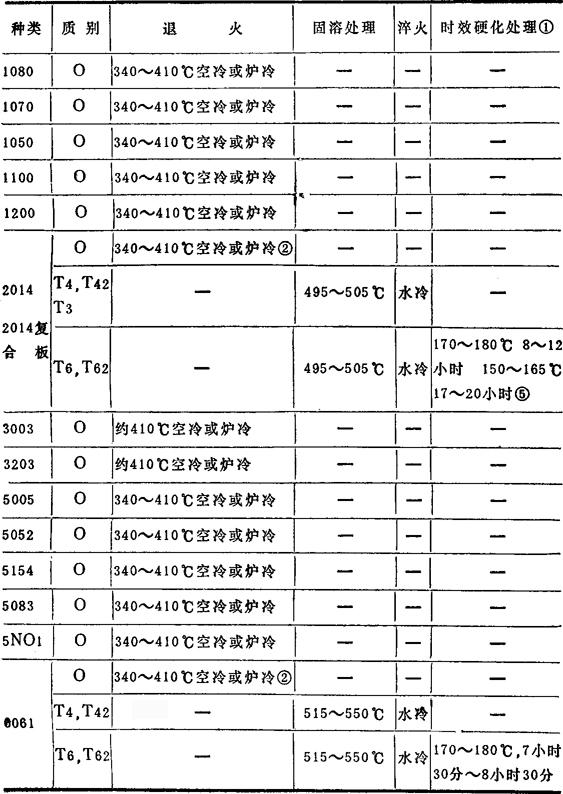
注:①:时效硬化处理的时间,厚度在12毫米以下的,用记录仪示出所要求温度以后的保温时间。厚度每增加12毫米,保温时间增加30分钟。
②:热处理进行退火时,加热至约410℃,保持这个温度1小时以上,冷却到260℃。以每小时28℃以下的冷却速度较好。260℃以下的,冷却速度没有要求。
③:热处理进行退火时,加热到410~455℃(材料的冷加工程度越小要求温度越高),在这个温度保温约2小时,在空气中冷却,再加热到约230℃,保持这个温度约6小时以后,冷却到室温。
④:厚度不满1.3毫米的,温度应为490~500℃。
⑤:作为代替法使用。