各工序的加工工艺
出处:按学科分类—工业技术 广东经济出版社;中国轻工业出版社《烟草工业手册》第592页(2310字)
白肋烟处理工艺流程主要包括贮叶、润叶加里料、喂料、烘焙及加表料等工序。详见图7-3-1、图7-3-2及图7-3-3。

图7-3-1 COMAS制丝工艺流程图(制丝能力3000kg/h)

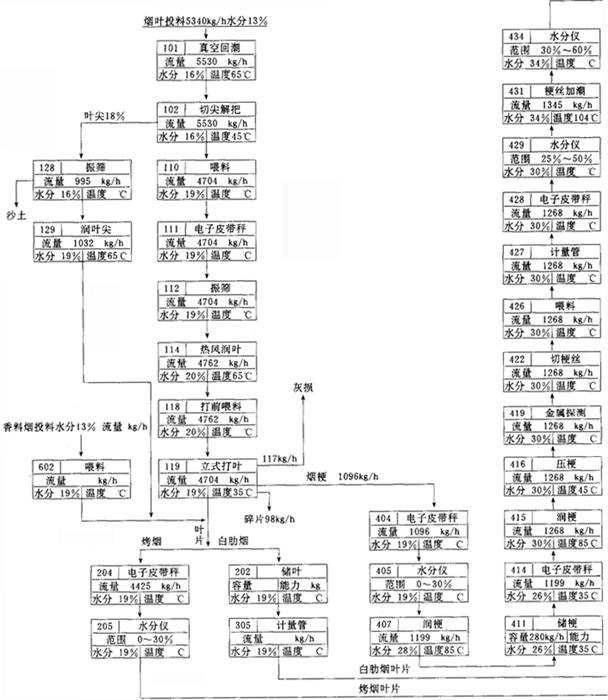
图7-3-2 Hauni制丝工艺流程图(制丝能力5000kg/h)


图7-3-3 Legg制丝工艺流程(制丝能力3000kg/h)
(一)加里料工序
1.工艺任务
根据产品设计要求,将调配的料液准确均匀地施加到叶面上;提高叶片温度与含水率,使叶片迅速吸收料液,为改善白肋烟叶片品质提供条件。
2.质量指标
(1)配制料液精度误差应小于2.0%。施加到叶片上的料液量应均匀,且符合产品设计的用量比例要求。
(2)润叶加料后一般叶片温度为60~70℃,含水率为32%~38%。
(3)加工方法、技术条件、设备性能要求及技术要点,见本篇第四章二之(五)。
(二)烘焙工序
1.工艺任务
通过烘焙处理,减少白肋烟烟气中的刺激性和苦涩味,并增强香气,改进吸味。
2.质量指标
(1)烘焙处理后的白肋烟叶片、杂气、刺激性及余味得到明显改善,香气显露,光泽油润。
(2)干燥与冷却后叶片含水率一般为6%~10%。经回潮后,白肋烟叶片直接与烤烟、香料烟叶片掺配使用时,其含水率增至18%左右;白肋烟叶片处理后贮存备用时,其含水率控制在13%左右。
3.加工方法
白肋烟叶片烘焙处理,一般采用隧道网带式烘焙机加工。即将叶片定量喂料.均匀地铺在输送网带上,经过干燥段、冷却段与回潮段,使叶片达到规定的质量指标。
4.技术条件
(1)来料叶片含水率为32%~38%范围内,叶片松散,流量稳定,符合设备工艺制造能力。网面铺叶厚度为80~100mm,厚度均匀。
(2)供汽压力为0.7~0.8MPa,供水压力为0.2~0.3MPa。
(3)干燥段各间气流温度一般在65~145℃范围内。当处理成熟度较差、杂气较大的白肋烟叶片时,干燥段最高温度以130~140℃为宜;当处理成熟度较好、杂气较小的白肋烟叶片时,干燥段最高温度以100~120℃为宜。
干燥段各间气流相对湿度一般为20%~40%;透过烟叶层的断面平均风速为0.5~0.65m/s。
(4)冷却段气流温度以20~30℃为宜,最高不宜超过40℃。透过烟叶层的断面平均风速为0.6~0.7m/s。
(5)回潮段各间气流温度一般控制在45~60℃范围内,相对湿度为95%~98%。透过烟叶层断面平均风速为0.5~0.65m/s。
(6)烘焙全过程处理的时间一般为12~24min。
5.设备性能要求
(1)来料流量能控制稳定,铺叶网带运行速度调节方便,铺叶厚度可以调节,厚度均匀。
(2)设备保温性能与密闭性能良好。蒸汽加热热风循环系统、冷却通风系统、放汽喷雾回潮系统及排气系统调节方便,控制灵活。
(3)干燥段、冷却段及回潮段各间的进风量、排风量及循环风量可以控制,透过铺叶网面各点的风速均匀。
(4)汽压、水压及各间温湿度检测仪表齐全,烟叶流量及含水率等检测控制设备精度符合工艺要求,显示准确。设备可自动控制操作,也可手动操作。
6.技术要点
白肋烟叶片处理后质量要稳定一致,一是要喷撒料液均匀,只有喷撒料液均匀,才能使处理后的叶片质量一致;二是铺叶流量稳定、均匀、网面风速均匀,才能使叶片经干燥与回潮后含水率基本一致。
(三)加表料工序
与第四章二之(五)相同。