预压打包设备
出处:按学科分类—工业技术 广东经济出版社;中国轻工业出版社《烟草工业手册》第939页(9727字)
(一)概述
1.设备组成
预压打包设备主要由电子皮带秤、预压机、电子秤、打包机、捆扎机、辊道输送机等组成。
2.设备类型
根据包装方式和规格不同可分为麻包、纸箱、木夹板三种类型的预压打包设备。
(1)麻包预压打包设备:见图9-1-42所示,当烤后烟片轮换送入预压机料箱后,预压机3将松散的烟片压入金属的外套模内成为烟坯,装有烟坯的外套模由中储辊道2A送到复称点5处进行称重。质量(重量)合格的烟坯,进入打包机7复压后由打包机的提箱机构将外套模提起,铺上上麻布后进行人工捆扎。该线设置回箱辊道,空外套模经辊道输送机1A、14、14A、2D和1送至中储辊道2处待用。外套模在辊道上的定位由安装在辊道输送机上光电开关控制。

图9-1-42 KY14-23和KY16-25预压打包线(100kg麻包和200kg纸箱)
1、1A-往复辊道 2、2A、2B、2C、2D-中储辊道 3-预压机 4-复称辊道 5-复称电子秤 6-自动卸荷辊道 7-打包机 8-前捆扎辊道 9-压箱辊道 10-捆扎机 11-后捆扎辊道 12-缝包辊道 13-出箱辊道 14-回箱辊道
注:图示有两种尺寸数字时,无括号KY14-23,有括号为KY16-25
(2)纸箱预压打包设备:见图9-1-43所示,空纸箱由中储辊道1送入预压机2,预压机将松散的烟片压入纸箱内成为烟坯,装有烟坯的纸箱由中储辊道1A送入复称点3处进行称重。质量(重量)合格的烟箱,进入打包机6复压后,人工加盖上填空板;由捆扎辊道7和压箱辊道8将纸箱上盖压平后进入捆扎机9内捆扎。捆扎的距离和道数由安装在辊道输送机上的光电开关控制。

图9-1-43 KY14A-23A和KY16A-25A预压打包生产线(150kg木夹板和200kg纸箱)
1,1A,1B,1C,1D,1E,1F-中储辊道 2-预压机 3-复称电子秤 4-复称辊道 5-卸荷辊道 6-打包机 7-前捆扎辊道 8-压箱辊道 9-捆扎机 10-后捆扎辊道 11-人工捆扎辊道 12、12A-旋转辊道 13-汇合辊道 14-翻转辊道
(3)木夹板预压打包设备:见图9-1-43所示,下木夹板由中储辊道1送入预压机2,用人工在进料器的内套模上外套一塑料袋,预压机将松散的烟片压成烟坯,装有烟坯的塑料袋连同下夹板由中储辊道1A送入复称点3处进行称重。质量(重量)合格的烟坯,进入打包机6复压,人工加盖上夹板后进行人工(或捆扎机)钢带捆扎。烟包在辊道上定位由安装在辊道输送机上的光电开关控制。
FISHBURNE木夹板打包生产线在预压机的进料器内套模不需要人工套塑料袋,烟坯在辊道上裸露运行,自动捆扎后,用机器缠塑料布。
3.设备选型
预压打包生产线的选型主要根据打叶复烤线的流量、包装方式、预压机组烟包质量(重量)控制方式和烟叶类型来选择(见表9-1-38)。
表9-1-38 6000kg/h打叶复烤线预压打包生产线设备选型表

注:预压机有一个压头为单联,二个压头为双联,三个压头为叁联。
(二)预压机
预压机按烟包质量控制方式不同,可分为预压机前面设置的电子皮带秤来控制烟包质量(重量);或预压机本身带有静态称重机构。
1.KY14、KY14A、KY14B液压式双联预压机
(1)结构特点:该机由往复运输带、压力机构、分配器、料箱、出箱机构、机架以及液压、气动、电气控制系统组成(见图9-1-44)。

图9-1-44 KY14液压式双联预压机
1-压力机构 2-往复运输带 3-分配器 4-麻布进料器 5-外套模 6-底板 7-出箱机构 8-纸箱 9-内套模 10-纸箱进料器 11-气阀箱 12-充液油箱
经过电子皮带秤计量的烟片,由往复输送带2喂入预压机料箱4或10内,分配器3的铺叶板将烟片铺设均匀。当流经电子皮带秤的烟片达到预先设置质量(重量)时,则发出脉冲信号,使往复输送带换向,向预压机另一端料箱喂料。此时装满烟片的预压机通过液压、气动、电气控制系统和执行机构完成对烟片的预压操作。经预压后的烟坯,由底部的出箱机构送走,进入下一道工序。
①KY14预压机装有麻布进料器4和纸箱进料器10;KY14A和KY14B装有木夹板进料器和纸箱进料器,两个进料器可以互换。因此该机即可进行纸箱包装预压,又可以进行麻布或木夹板包装预压。
②预压打包分开作业,在预压机后设复称电子秤,以便人工调整烟包质量(重量)偏差,使之烟包质量偏差达到规定要求。
木夹板包装时,烟坯外套塑料袋;麻布包装时,烟坯外有金属套模5,以防止包装时烟片撒漏,也便于调整烟包质量(重量)。
③主液压缸采用差动回路加充液油箱加油结构形式,预压机活塞下行时间短,主泵流量小,具有能耗低、油温低的特点。
④液压控制回路采用二通插装阀,与滑阀相比具有结构紧凑、流阻小、工作可靠、寿命长、三化程度高、易于集成等优点。
⑤设有单独的过滤和水冷却系统,提高液压系统的可靠性。
⑥电控系统采用PLC可编程序控制器进行控制。
(2)主要技术参数、外形尺寸以及生产厂家:见表9-1-39。
表9-1-39 液压式预压机主要技术参数


2.KY15液压式三联预压机
(1)结构特点:为了增加预压机产量,在KY14双联预压机组的基础上,增加一个压头,即为三联预压机,其结构特点与KY14双联式预压机基本相同,但三联预压机组有两个往复运输带,交替依次向三个预压机料箱喂料(见图9-1-45)。

图9-1-45 KY15液压式三联预压机
1-压力机构 2-往复运输带 3-分配器 4-麻布进料器 5-外套模 6-底板 7-出箱机构 8-纸箱 9-内套模 10-纸箱进料器 11-气阀箱 12-充液油箱
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-39。
3.KY16、KY16A、KY16B、液压式双联预压机
(1)结构特点:KY16联式预压机本身带有称重机构。称重架下部有四个称重气缸9顶起或放下称重架,顶起时四个称重传感器受力,开始称重;放下时称重传感器卸载。
其余结构特点与KY14液压式双联预压机相同(见图9-1-46)。

图9-1-46 KY16液压式双联预压机
1-充液油箱 2-压力机构 3-分配器 4-往复运输带 5-麻布进料器 6-纸箱进料器 7-纸箱 8-出箱运输带 9-称重气缸
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-39。
4.FISHBURNE液压式双联预压机
(1)结构特点:
①烟片计量称重是由称重架下部的四个称重气缸来完成,顶起时四个称重传感器受力,开始称重;放下时称重传感器卸载。
②主液压缸采用差动回路加充液油箱加油结构形式,预压机活塞下行时间短,主泵流量小,具有能耗低、油温低的特点。
③液压控制回路采用二通插装阀和滑阀,液压系统采用风冷却系统。
④进行木夹板包装时,烟坯裸露在辊道上输送,自动钢带捆扎后,再用机器缠绕塑料布(见图9-1-47)。

图9-1-47 FISHBURNE液压式双联预压机
1-充液油箱 2-压力机构 3-分配器 4-往复喂料带 5-木夹板进料器 6-纸箱进料器 7-纸箱 8-出箱运输带 9-称重气缸 10-提箱机构
(2)主要技术参数、外形尺寸以及生产厂家:见表9-1-39。
5.GARBUIO液压式双联预压机
(1)结构特点:
①采用移动式往复输送机交替向2个料箱内装料。移动式往复输送机是由带制动电机的减速机带动输送带喂料,速度的转换是由变频调速器调速,输送机的移动是由双活塞气缸推动左右到位和中位,由3个接近开关控制。
②分配器两级铺叶机构采用气缸驱动,铺叶板的摆动幅度和频率均可调,铺叶板退回到位用接近开关检测,以避免铺叶板和压头动作发生干涉现象。
③烟片计量称重由称重架上部的四个称重缸来完成,称重气缸提起称重架时,4个称重传感器受力,开始称重;放下时,称重传感器卸载。(见图9-1-48)。

图9-1-48 GARBUIO液压式双联预压机(200kg纸箱)
(2)主要技术参数、外形尺寸以及生产厂家:见表9-1-39。
6.GODIOLI液压式预压机
(1)结构特点:
①采用移动料箱的方法喂料,与预压分开作业,只用一套主液压缸。
②在料箱的侧面加一个液压自动压实器,具有一边装填烟片一边压实的功能,降低了料箱高度,缩短主液压缸行程,降低设备高度。
③料箱的往复运动和压实器的压棒经常插入或拔出料箱,导致烟片有撒漏现象(见图9-1-49)。
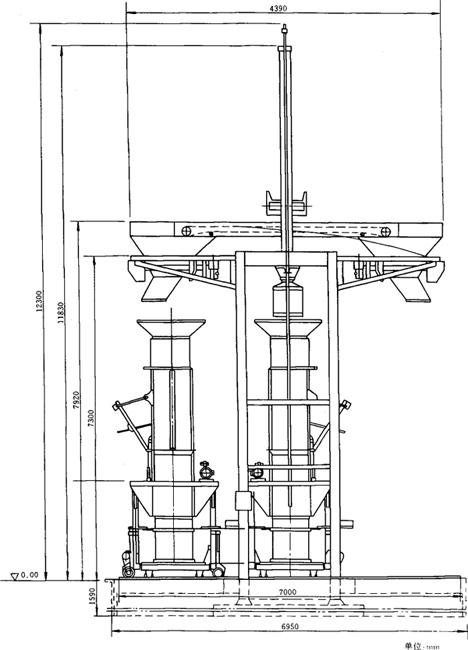
图9-1-49 GODIOLI液压式预压机(200kg纸箱)
(2)主要技术参数、外形尺寸以及生产厂家:见表9-1-39。
(三)打包机
打包机有带提箱机构的(麻布包装)和不带提箱机构的(纸箱或木夹板包装)。
1.KY23、KY23C液压式打包机
(1)结构特点:
①液压式打包机主要由压力机构、提箱机构(仅麻布包装时有)、承压座、机架、液压泵站(与预压机使用同一泵站)等组成,电气采用PLC可编程序控制器进行控制。(见图9-1-50)

图9-1-50 KY23液压式打包机
1-机架 2-压力机构 3-提箱机构 4-外套模 5-承压座
②KY23和KY23C压头尺寸不同,KY23打100kg麻包,KY23C打50kg麻包。
③KY23、KY23C液压式打包机分别与KY14、KY16及KY15液压式预压机组相匹配(见表9-1-37)。
表9-1-37 复烤设备新旧型号对照一览表


(2)主要技术参数、外形尺寸以及生产厂家:见表9-1-40。
表9-1-40 液压式打包机主要技术参数

2.KY23A、KY23B液压式打包机
(1)结构特点:
①KY23A、KY23B液压式打包机与KY23结构相同,但该机无提箱结构。见图9-1-50。
②KY23A和KY23B压头尺寸不同,KY23A用于150kg木夹板和200kg纸箱包装、KY23B用于100kg和200kg纸箱包装。
③KY23A、KY23B液压式打包机分别与KY14A、KY16A、KY14B及KY16B预压机组相配(见表9-1-37)。
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-40。
3.FISHBURNE与GARBUIO液压式打包机
(1)结构特点:FISHBURNE与GARBUIO液压打包机结构类似,由电机架、打包油缸、承压座、取样机构、出箱运输带组成,见图9-1-51。

图9-1-51 FISHBURNE液压打包机
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-40。
4.GODIOLI液压式打包机
(1)结构特点:该机同FISHBURNE打包机结构基本相同,但在机架上装配有自己的小液压站(见图9-1-52)。

图9-1-52 GODIOLI液压打包机
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-40。
(3)预压打包机新旧型号对照:见表9-1-41。
表9-1-41 预压打包设备新旧型号对照一览表


(四)KYD80120 Ⅲ全自动捆扎机
1.结构特点
该机通过液压系统自动完成退带、捆紧、切断、粘合、退板和送带待命一系列动作。采用MCS-48系列单片机自动控制。见9-1-53。

图9-1-53 YKD80120 Ⅲ全自动捆扎机
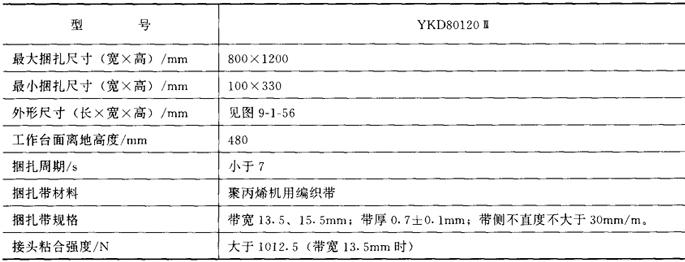
2.主要技术参数、外形尺寸及生产厂家
见表9-1-42。
表9-1-42 捆扎机主要技术参数

(五)辊道输送机
按预压打包生产线的工艺流程,采用辊道输送机作连接设备,根据每台输送机上的光电开关所输出的信号,通过PLC可编程控制器控制,发生启动或停止指令,使辊道输送运转或停止,完成从空纸箱(或空套模)输入到最后成品输出整个操作过程(见图9-1-52及图9-1-53)。
1.中储辊道输送机
(1)结构特点:主要由电机减速机,辊筒,支架、传动链及导向板组成。辊筒采取封闭链传动方式,辊筒转速同步。运行辊筒的高度和水平可以根据需要调整;辊道输送机均配有光电开关,可实现自动控制(见图9-1-54)。
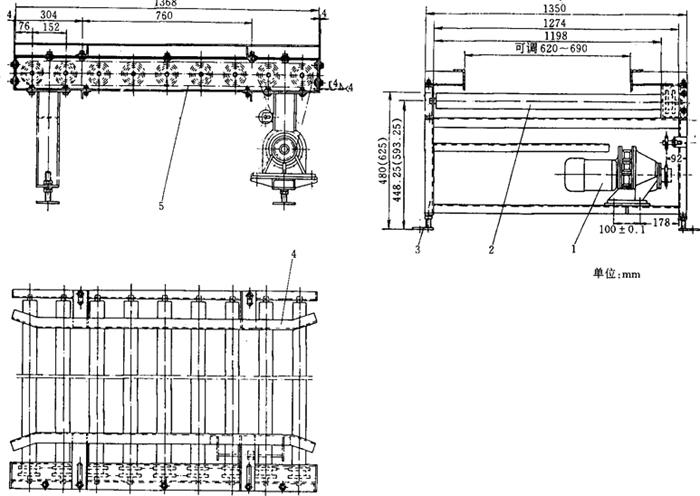
图9-1-54 中储辊道输送机
1-减速机 2-辊筒 3-支架 4-导向板 5-传动链
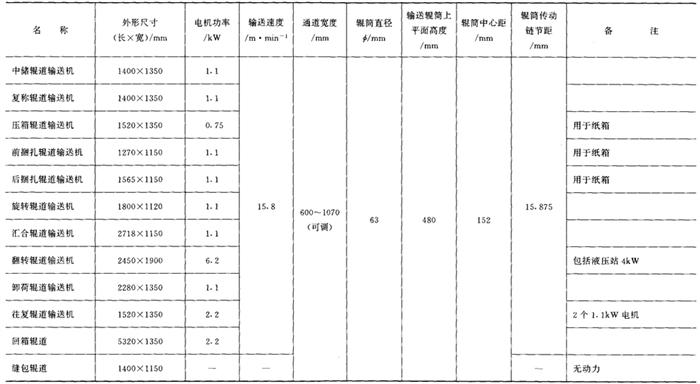
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-43。
表9-1-43 辊道输送机主要技术参数
2.往复辊道输送机
(1)结构特点:与中储辊道输送机基本相同,但该机有二套电机减速机。-套传动辊筒,另一套传动该机下部的四个车轮,辊道输送机可在轨道上做往复运动(见图9-1-55)。

图9-1-55 往复辊道输送机
1-减速机 2-辊筒 3-支架 4-车轮 5-传动链
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-43。
3.自动卸荷辊道输送机
(1)结构特点:主要由电机减速机、辊筒、卸荷机构、光电开关、承压座、传动链及导向板等组成。当打包机压头复压烟包时,卸荷机构3的弹簧被压缩,传动辊筒2被压入承压座5内,保护传动辊筒不被压坏。当压头复位后,需要输送烟包时,则卸荷机构的弹簧将传动辊筒顶起,以便将烟包送出或送入(见图9-1-56)。


图9-1-56 自动卸荷辊道输送机
1-减速机 2-辊筒 3-卸荷机构 4-光电开关 5-承压座 6-传动链 7-导向板
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-43。
4.压箱、捆扎辊道输送机
(1)结构特点:该机由前捆扎辊道、压箱辊道、后捆扎辊道三部分组成,见图9-1-57所示。烟箱由前捆扎辊道送入,压箱辊道1将烟箱的上盖压平后在捆扎机3内进行捆扎。后捆扎辊道4将捆扎好的烟箱送出,捆扎的道数及距离由安装在后捆扎辊道4上的光电开关

图9-1-57 压箱、捆扎辊道输送机
1-压箱辊道 2-前捆扎辊道 3-捆扎机 4-后捆扎辊道来控制。
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-43。
5.旋转辊道输送机
(1)结构特点:主要由电机减速机、辊筒、电磁阀、气缸、光电开关和接近开关组成,见图9-1-58所示。该机由气缸5将辊道输送机旋转90°,从而使烟包的输送方向旋转90°。烟包的定位由光电开关1来控制,辊道输送机旋转的角度由接近开关3来控制。

图9-1-58 压旋转辊道输送机
1-检测光电开关 2-减速机 3-接近开关 4-电磁阀 5-气缸
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-43。
6.翻转辊道输送机
(1)结构特点:主要由输送辊道、翻转辊道、油缸、液压站及接近开关、光电开关组成。见图9-1-59所示,烟包进入翻转辊道2,由光电开关4定位,油缸5将翻转辊道翻转90°,烟包落在输送辊道1上。翻转辊道的翻转角度到位由接近开关3来控制。

图9-1-59 翻转辊道输送机
1-传动辊道 2-翻转辊道 3-接近开关 4-检测光电开关 5-油缸
(2)主要技术参数、外形尺寸及生产厂家:见表9-1-43