电焊条的组成
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第18页(2013字)
电焊条由焊芯和涂料药皮两部分组成。各种焊条的药皮都具有一定的厚度,通常用“药皮质量系数”来表示药皮与焊芯的相对质量比,即
药皮质量系数(K)=[(药皮质量)/(相同部分的焊芯质量)]×100%根据药皮的质量系数(K),可把电焊条分为厚药皮焊条(K=30%~50%)和薄药皮焊条(K=1%~2%)。目前在焊接生产中广泛使用的基本上都是厚药皮焊条。
1.焊芯
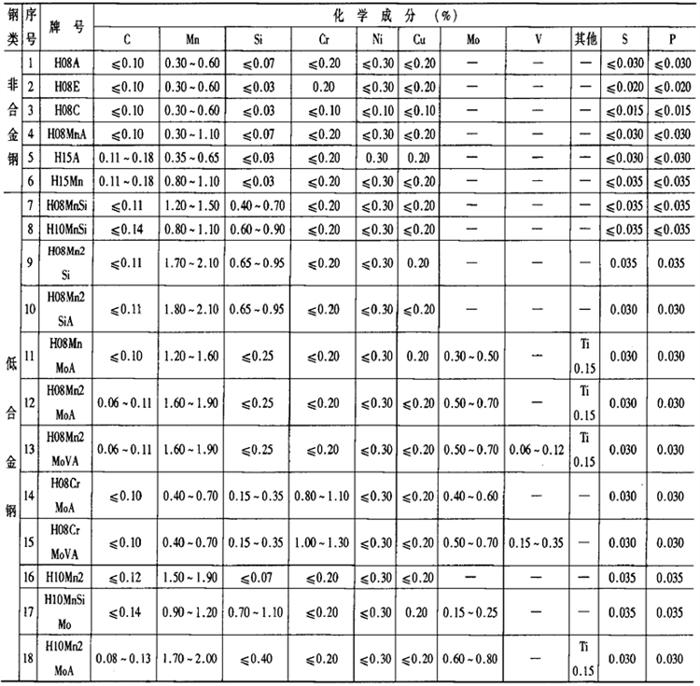
焊芯是指电焊条用的被药皮包覆的金属芯,例如H08A钢芯。焊芯有两个作用:一是传导电流,产生焊接电弧;二是焊芯本身熔化形成焊缝中的填充金属。焊芯采用焊接专用的金属丝(即焊丝)制造。焊芯牌号的首位字母是“H”,后面的数字表示含碳量,其他合金元素含量的表示方法与钢材的表示方法大致相同。对高质量的焊条焊芯,尾部加“A”表示优质钢,加“E”表示特优质钢。通常各种电焊条所用的焊芯种类如表1-2-4所示。常用焊芯的化学成分列于表1-2-5。
表1-2-4 常用各种电焊条所用的焊芯

表1-2-5 常用焊芯的化学成分[6]
2.药皮
焊条药皮是指均匀包覆在焊芯表面的涂料层。药皮的作用是在焊接过程中形成具有合适的熔点、黏度、密度、碱度等物理化学性能的熔渣,保证电弧稳定燃烧,使熔滴金属容易过渡,在电弧区和熔池周围造成一种气氛,保护焊接区域,获得良好的焊缝成形与性能等。此外还可通过向药皮中加入脱氧剂、渗合金元素或一定含量的铁粉,满足焊缝金属使用性能或提高熔敷效率的要求。
焊条药皮由多种具有不同物理和化学性质的细颗粒物质的混合物组成,可以采用氧化物、碳酸盐、硅酸盐、有机物、氟化物、铁合金等数十种原材料粉末,按照一定的配方混合而成。各种原材料根据其在焊条药皮中的作用,可分成下述几类。
(1)稳弧剂 主要作用是使焊条容易引弧及在焊接过程中保持电弧稳定燃烧。作为稳弧剂的原材料主要是一些含有一定数量低电离电位易电离元素的物质,如长石、水玻璃、金红石、钛白粉、大理石、云母、钛铁矿、还原钛铁矿等。
(2)造渣剂 焊接时能形成具有一定物理化学性能的熔渣,保护焊接熔滴和熔池金属,改善焊缝成形。作为造渣剂的原材料有大理石、萤石、白云石、菱苦土、长石、白泥、云母、石英、金红石、钛白粉、钛铁矿等。
(3)脱氧剂(又称还原剂) 通过焊接过程中的化学冶金反应,降低焊缝金属中的氧含量,提高焊缝金属的性能。脱氧剂主要是含有对氧亲和力大的元素铁合金及其金属粉,常用脱氧剂有锰铁、硅铁、钛铁、铝铁、硅钙合金等。
(4)造气剂 在电弧高温作用下分解出气体,形成保护气氛,保护电弧及熔池金属,防止周围空气中氧和氮的侵入。常用的造气剂有碳酸盐(如大理石、白云石、菱苦土、碳酸钡等)及有机物(如木粉、淀粉、纤维素、树脂等)。
(5)合金剂 用于补偿焊接过程中合金元素的烧损及向焊缝中过渡合金元素,以保证焊缝金属的化学成分及性能。根据需要可选用各种铁合金(如锰铁、硅铁、铬铁、钼铁、钒铁、铌铁、硼铁、稀土硅铁等)或纯金属(如金属锰、金属铬、镍粉、钨粉等)。
(6)增塑剂 主要作用是改善药皮涂料在焊条压涂过程中的塑性、弹性及流动性,提高焊条的压涂质量,使焊条药皮表面光滑而不开裂。通常选用有一定弹性、滑性或吸水后有一定膨胀特性的物料,如云母、白泥、钛白粉、滑石粉、固体水玻璃、纤维素等。
(7)黏结剂 使药皮物料牢固地黏结在焊芯上,并使焊条药皮烘干后具有一定的强度。在焊接冶金过程中不对熔池和焊缝金属产生有害作用。常用黏结剂是水玻璃(钾、钠及其混合水玻璃)及酚醛树脂、树胶等。
药皮中常用原材料的作用列于表1-2-6,每种物料在药皮中可同时起几种作用。
表1-2-6 常用原材料在焊条药皮中的作用[4,5]


注:①主要的作用;②次要的作用。