埋弧焊设备的组成及分类
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第100页(3419字)
1.埋弧焊机的分类及型号编制方法根据操作方式,埋弧焊机有半自动埋弧焊机及自动埋弧焊机两类。半自动埋弧焊机的焊枪上装有焊剂斗,非常笨重,操作不便,劳动强度大,因此现在基本上已淘汰。根据送丝方式,可分为等速送丝式和弧压反馈式两种。根据行走机构形式可分为焊车式、门架式、机床式及悬横臂式几种。根据用途可分为通用焊机及专用焊机两种,通用焊机一般为焊车式焊机。根据焊丝数量可分为单丝、双丝及多丝焊机。
根据GB10249-88的规定,埋弧焊机的型号编制方法如表1-3-20所示。表1-3-21给出了常用埋弧焊机的技术数据。
表1-3-20 埋弧焊机的型号编制方法[3]

表1-3-21 国产埋弧焊机型号与技术规格[3]

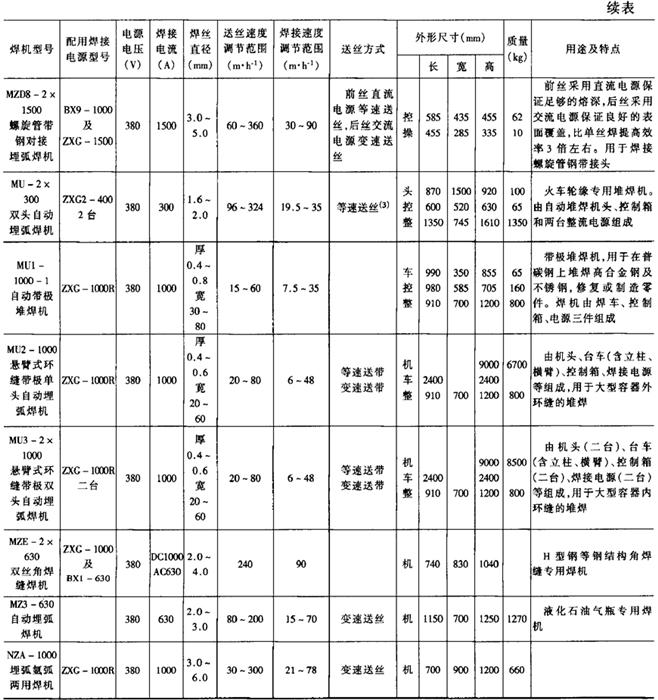
注:①等速送丝方式中,(1)为闸流管调速;(2)为变换齿轮副调速;(3)为变压器调速。
②外形尺寸中,机为整机;头为机头;车为台车或小车;控为控制箱;操为操作箱;变为变压器;整为整流器;把为半自动焊。
2.埋弧焊机的组成
埋弧焊机通常有焊接电源、机头(送丝机构及机头调整机构)、行走机构、控制箱、焊丝盘、焊剂漏斗等组成。
(1)埋弧焊电源 埋弧焊用焊接电源的原理与一般手工电弧焊相同,但在电气特性与结构形式方面有自己的特点。
①电源容量大 这是因为埋弧自动焊的焊接电流大,电源容量一般比其他方法均大。
②负载持续率高 埋弧自动焊的负载持续率是按100%设计的,这与手弧焊接电源有明显的不同。
③在窄间隙埋弧自动焊接时,焊丝伸入焊接间隙中,使用直流焊接电源难以克服磁偏吹现象,交流正弦波焊接电源过零时间长,电弧不够稳定,因此需用晶闸管电抗器式矩形波交流焊接电源。此外埋弧自动焊机有等速送丝与变速送丝之分,对焊接电源都提出不同的要求。
粗丝焊机一般选用陡降特性的电源,细丝焊机选用缓降特性或平特性的电源。可选用直流电源,也可选用交流电源。采用高氟焊剂时只能选用直流焊机。交流电源一般用于电流很大时或要求磁偏吹较低时。
(2)送丝机构 典型的送丝机构由拖动电机、机械传动机构、送丝滚轮及校直轮构成,图1-3-5为MZ-1-1000型埋弧焊机的送丝机构示意图。

图1-3-5 送丝机构传动系统[3]
1.电动机 2.杠杆 3、4,送丝滚轮 5、6.圆柱齿轮 7.蜗轮蜗杆 8、9.圆柱齿轮
新型埋弧焊机的送丝机构一般采用直流电机拖动系统,利用晶闸管整流电路进行供电与调速,调速比在10∶1左右。为使直流电机的转速免受电网电压波动及运行中机械阻力变化的影响,通常要在晶闸管触发电路中加入必要的反馈讯号。加入电枢电势负反馈讯号和电流截止负反馈讯号的晶闸管触发电路,结构较简单、性能好,是中小功率直流拖动控制电路中较理想的形式,如图1-3-2所示。
送丝机构也可采用交流电机拖动,此时,送丝机构与行走机构通常采用一个电机拖动,通过调整传动齿轮副的变比调节送丝速度与行走速度。
变速送丝埋弧焊机除了要有正常的送丝及行走控制外,还需要根据电弧电压反馈讯号对送丝速度进行控制。新型焊机通常采用晶闸管整流电路实现弧压反馈。
(3)机头调整机构 根据不同的焊件及焊缝形式,应调整焊接机头的空间位置,以使电弧对准焊缝,正确地进行焊接。
焊头调整范围较小时一般采用丝杠-螺母及带锁紧的转轴进行手动调整;调整范围较大时大多采用电机拖动调整。
(4)行走机构 行走机构的主要作用是移动电弧或工件。通用焊机的行走机构为焊接小车,主要由行走传动机构、行走轮及离合器等组成,如图1-3-6所示。电机1通过两级蜗轮蜗杆2、3减速后驱动行走轮行走。离合器6通过手柄5操作,离合器合上时电机才可驱动行走轮。打开时可用手推动小车。

图1-3-6 行走机构[1]
1.行走电机 2、3.蜗轮蜗杆 4.行走轮 5.手柄 6.离合器
(5)焊丝盘 有内盘式与外盘式两种结构。直径在3~6mm的焊丝一般使用内盘式,这种焊丝盘在装入焊丝时是从外周向中心进行的,使用时则从中心开始,既便于盘绕,又不会自松。大于6mm或小于3mm的焊丝一般使用外盘式。
(6)焊剂斗与回收器焊剂斗的作用是将足够的焊剂送入焊接区,而回收器的作用是从焊缝区上回收未熔化的焊剂。
往焊剂斗中加入焊剂可以手工进行,也可采用气压输送装置。
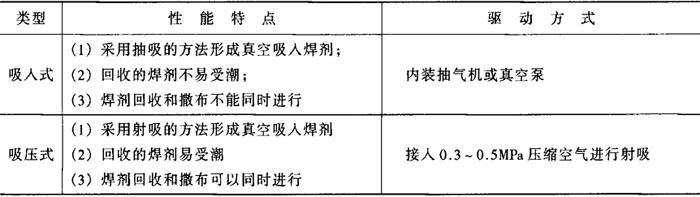
焊剂回收器分吸压式与吸入式两种形式,表1-3-22给出了它们的结构类型与性能特点。
表1-3-22 焊剂回收器类型与性能[3]
(7)易损件与辅助装置
①导电嘴 埋弧自动焊机的导电嘴有管式(偏心式)、滚轮式及瓦片式三种结构,如图1-3-7所示。

图1-3-7 导电嘴的结构[10]
(a)滚轮式:1.导电滚轮 2.旋紧螺钉 3.弹簧
(b)瓦片式:1.接触瓦片 2.旋紧螺钉 3.弹簧 4.可换衬瓦
(c)管式(偏心式):1.导电杆 2.螺帽 3.导电嘴
管式(偏心式)导电嘴导电性及对中性都较好,但需根据焊丝直径选择内孔和偏心量。这种导电嘴适用于小直径焊丝。
瓦片式导电嘴对中性好,焊丝干伸长度短,当更换焊丝时需根据焊丝直径更换衬瓦。
滚轮式导电嘴通用性强,但对中性较差,焊丝干伸长度大,适于大直径焊丝。为保证导电性,最好根据焊丝直径更换导电轮。
导电嘴导电性及对中性对焊接质量影响较大,应予重视。应及时调节导电嘴在焊接机头上的位置,保证焊丝有合适的干伸长度。
②送丝滚轮 送丝滚轮采用合金钢材制成,淬火后有很高的硬度(RC=50~60)。为了改善滚轮与焊丝的啮合,送丝滚轮表面常铣出高度为0.8~1.0mm、顶角为80°~90°的齿纹。小直径焊丝可采用单主动滚轮,滚轮表面不必铣齿,只需开出V形槽即可。
③导向滚轮 导向滚轮是一种简易的焊缝跟踪装置,它与焊接机头或导电嘴刚性相连,依靠导向装置使机头在行进中对准焊缝。采用导向滚轮导向的方法可靠性与精度都较低,现在已有一些更好的方法可以使用。
通用焊机的送丝机构、行走机构、机头调节机构、导电嘴、焊丝盘、焊剂斗等均安装在焊接小车上。