温度的测量
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第88页(2571字)
应该对挤出机的不同位置进行温度测量,沿料筒轴向方向、模头及离开口模的挤出物。在挤出成型中,可采用电阻温度传感器、热电偶温度传感器及辐射高温计测量温度。
(一)料筒温度的测量
1.电阻温度传感器测量
电阻温度传感器有两种类型:传导型和半导体型。两者都按传感材料的电阻随温度变化的原理进行工作的。在需要非常精密的测量及高温的场合下,采用铂作传感器的材料。通常情况下,只使用铜作为传感器材料的元件测量温度。
2.热电偶传感器测量
最普通的热电偶是铁铜镍金属热电偶。热电偶按结构形式可分为:外露接点、接地接点、外接地接点和表面接片四种,见图4-1。

图4-1 四种热电偶的构型
(a)外露接点 (b)接地接点 (c)外接地接点 (d)表面接片
热电偶置于挤出机筒壁内一定的深度。由于机筒本身产生大量的热,加热、冷却装置又置于机筒表面,以致于机筒温度变化滞后于加热冷却系统的变化。作为一种结果,机筒实际温度升高并超过设定温度。随着热量从加热部件到机筒其余部分的传递,逐步建立了热平衡,这样温度的上下摆动使物料温度不定,并导致加工过程不稳定。图4-2所示是在这种情况下的温度-时间曲线图。

图4-2 用开关头控制的挤出机料筒温度-时间的变化曲线
在此图中,设定点是理想的温度。这取决于理想温度保持的精确程度以及控制器的特性。有些区域控制器并不起作用,这称它为死区。
测量温度时,测温点应尽可能接近料筒的内表面,因为聚合物的温度值是首先要关注的。然而有些市售挤出机中,将温度传感器置于料筒加热器中,以降低系统的热滞后。这种方法的主要缺点是:人们控制的是加热器的温度而不是挤出机料筒中聚合物的温度。有些挤出机配备有深插孔和浅插孔温度传感器探头,以改善挤出机的温度控制。图4-3表明温度测量的准确度取决于插孔深度和温度传感器的类型。

图4-3 温度测量与插孔深度的相关性
实际料筒温度为185℃,测量在静空气中进行
1-绝缘热电偶 2-普通热电偶
此图很清楚地表明,为了尽量减少测量误差,插孔深度定为30mm。应认识到用浅孔的料筒温度测量很可能是不准确的,这点很重要。采用10mm深的插孔,测得的温度可能比实际温度低10℃。
(二)料温的测量
聚合物熔体温度的测量极为重要,但由于实际上的困难,直接测量熔料温度是困难的。熔融温度的测量一般采用熔体热电偶插在模头衬套内进行测量,探针的末端伸到熔体流中,见图4-4。

图4-4 模头连接器显示熔体温度探针图
1-模头 2-模头连接器 3-热电偶 4-熔体探针
由于螺杆的转动,沿挤出机料筒方向测量很困难。要测量料温,须将温度传感器伸入到聚合物中。由于突入的传感器会被螺棱碰坏,所以,温度传感器是不能置于料筒中的。
当聚合物熔体流经螺槽时,聚合物熔体中自然而然地形成某种温度分布。稳态过程温度分布经一定时间后将变得恒定。这就是充分形成的温度分布。任一点的温度都能由质量、动量和能量方程加以预测。当温度传感器(如热电偶)插入聚合物熔体流中测量熔体温度时,稳态流动受到干扰,并能在短时间内形成了新的稳定态。所以,所测的温度不同于实际的未受干扰的熔体温度。因此,为确定真实的熔体温度须对所测(即受干扰的)熔体温度进行修正。
须考虑的因素有:
①沿探头的热传导;
②来自探头的热对流;
③测头因剪切生热的能量耗散。
温度传感器设计应使上述误差减至最小。
在螺杆的固体输送段和均化段中,聚合物的温度一般在Tf或接近料筒壁处最高,所以,用测量料筒内壁处的温度代表最高料温,这是可靠的,也是可能的。料筒内壁温度的测量比采用突入式温度传感器测量料温更有意义,并且肯定更容易。然而,这两者的温度毕竟还是有区别的。
实际生产中,在料筒壁上打一个很深孔(注意:千万不能打穿,只能是盲孔),插入温度计,以测量料筒内壁的温度,将此温度作为最高料温。
(三)挤出物温度的测量
若使用接触式测量工具,测量挤出物表面温度,则会影响挤出物表面,若采用非接触式的测温仪器如红外线(IR)探测器、安装在挤出机料筒或模头中的红外探头,则不会影响挤出物的表面。这些探头用于测量聚合物一定深度(对于大多数未填充聚合物约1~5mm)的近似平均料温。测量的实际深度决定于聚合物熔体的光学性能(尤其是透射率)。测量受聚合物熔体粘度的影响。因此,当加入填料、添加剂或其它聚合物组分时,温度读数将受到影响。这种测温计的显着特点是响应快,大约1ms。
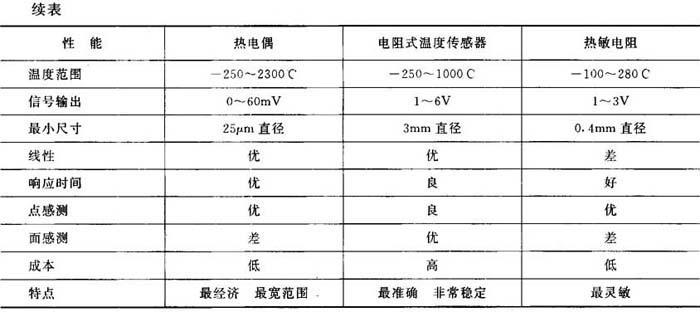
各种温度传感器的比较见表4-1。
表4-1 各种温度传感器的比较