轧制件
出处:按学科分类—工业技术 北京工业大学出版社《热加工手册》第31页(2452字)
2.1.1.1 常用金属轧制件的尺寸与偏差
常用金属轧制件的尺寸与偏差见表2-1~表2-12.
表2-1 热轧圆钢直径和方钢边长(摘自GB702—86) mm

①不推荐使用的直径和边长.
表2-2 热轧圆钢和方钢尺寸、外形的允许偏差(摘自GB702—86)



注:1.未注明精度组别者按第3组精度执行;
2.第1组弯曲度需在合同中注明
表2-3 热轧六角钢和八角钢尺寸、外形及允许偏差(摘自GB705—83)

注:热轧八角钢的对边距离为16~40mm.
表2-4 热轧扁钢的尺寸(摘自GB704—83) mm

表2-5 热轧扁钢尺寸、外形的允许偏差(摘自GB704—83) mm

表2-6 冷拉圆钢尺寸、外形及允许偏差(摘自GB905—82) mm

注:1.冷拉圆钢的圆度公差包括在直径公差之内;
2.圆钢的总弯曲度不得大于每米弯曲度与长度(以米计)的乘积.
表2-7 冷拉方钢尺寸、外形及允许偏差(摘自GB906—82) mm

注:总弯曲度不得大于每米弯曲度与长度(以米计)的乘积.
表2-8 冷拉六角钢的对边距离(摘自GB907—82) mm
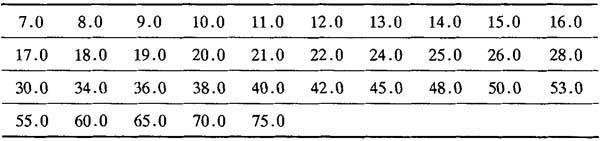
表2-9 冷拉六角钢尺寸、外形的允许偏差(摘自GB907—82) mm

注:1.冷拉六角钢的总弯曲度不得大于每米允许弯曲度与长度(以米计)的乘积.
2.供自动切削用六角钢,尺寸小于或等于25mm时,每米弯曲度≤2mm;尺寸大于25mm时,每米弯曲度≤1mm.
表2-10 银亮钢直径及允许偏差(摘自GB3207—82) mm


表2-11 银亮钢的通常长度(摘自GB3207—82)

表2-12 锻制圆钢和方钢尺寸及偏差(摘自GB908—72) mm


2.1.1.2 轴类零件采用轧制材料时的机械加工余量
轴类零件采用轧制材料时的机械加工余量见表2-13~表2-16.
表2-13 轴类零件采用精轧圆棒料时毛坯直径 mm


注:带台阶的轴如最大直径接近于中间部分,应按最大直径选择毛坯直径;如最大直径接近于端部,毛坯直径可以小些
表2-14 轧制圆棒料切断和端面加工余量 mm

注:毛坯切断后不再进行加工的,只给切宽余量,还需加工的,则在加工面上附加补充余量.
表2-15 易切削钢轴类外圆的选用(车后不磨) mm


注:带台阶的轴如最大直径接近于中间部分,应按最大直径选择毛坯直径;如最大直径接近于端部,毛坯直径可以小些.
表2-16 易切削钢轴类外圆的选用(车后需淬火及磨) mm


注:带台阶的轴如最大直径接近于中间部分,应按最大直径选择毛坯直径;如最大直径接近于端部,毛坯直径可以小些.