电解磨削的基本原理及特点
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第467页(973字)
7.4.1.1 基本原理
电解磨削是电解加工的一种特殊形式,是电解与机械的复合加工法.它是靠金属的溶解(占95%~98%)和机械磨削(占2%~5%)的综合作用来实现加工的.加工原理见图7-29.
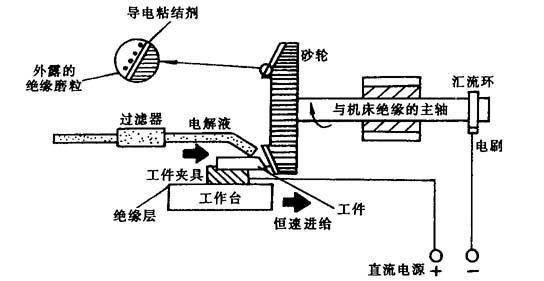
图7-29 电解磨削原理图
加工过程中,磨轮(砂轮)不断旋转,磨轮上凸出的砂粒与工件接触,形成磨轮与工件间的电解间隙.电解液不断供给,磨轮在旋转中,将工件表面由电化学反应生成的钝化膜除去,继续进行电化学反应,如此反复不断,直到加工完毕.
电解磨削的阳极溶解机理与普通电解加工阳极溶解机理是相同的.不同之处在于:电解磨削中,阳极钝化膜的去除是靠磨轮的机械加工削除的,电解液腐蚀力较弱;而一般电解加工中的阳极钝化膜的去除,是靠高电流密度去破坏(不断溶解)或靠活性离子(如氯离子)进行活化,再由高速流动的电解液冲刷带走,电解液应含较强活化能力的离子.
7.4.1.2 特点
(1)生产率高且可加工高硬度、高韧性金属.因为电解磨削主要(占95%~98%)是靠电化学作用腐蚀并去除金属.
(2)磨削力校磨轮损耗低.因为需磨轮去除的钝化膜硬度低,故磨削力校磨削热也校消耗功率也小.例如用碳化硅砂轮纯机械磨削硬质合金,砂轮损耗为硬质合金的4~6倍,但采用电解磨削时,磨轮损耗仅为硬质合金的50%~100%.
(3)加工精度高,表面加工质量提高.因为电解磨削加工,工件的尺寸或形状是靠磨轮刮除钝化膜获得,故能获得比电解加工更高的加工精度.一般加工精度为:0.01mm数量级,表面粗糙度Ra=0.2~0.5μm.
(4)存在的主要问题是:设备投资较高.其原因是:①需加辅助设备.如抽风吸雾装置、电解液过滤装置等.②需加设备防腐处理.
上一篇:水喷射加工的基本原理
下一篇:特种加工手册目录