放样尺寸的确定
书籍:铆工实用技术手册
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第124页(1106字)
放样时的坯料尺寸由零件的展开尺寸、工艺变量(伸长或收缩量)及加工余量三部分所组成。其确定方法可参见表3-3。
表3-3 确定坯料的方法

1.筒节
(1)卷制筒节的周长
其计算式为:
l=Kπ(Dn+S)+2△
式中 Dn——筒节的直径(mm);
l——筒节的周长(mm);
K——修正系数(见表3-4);
表3-4 Kπ值

S——工艺变量(伸长或收缩量);
△——边缘加工余量(见表3-5)。
表3-5 边缘加工余量4 (mm)

(2)环缝加工余量
薄壁筒节每端余量见表3-5。厚壁筒节的端部错位矫正困难,所以每端应放出7~18mm。
2.90°压制弯头(见图3-4)

(a)

(b)
图3-4 90°压制弯头
可用试验法确定坯料尺寸,其步骤为:
①以半径r0及R0画同心圆。

②取CD等于弯头内侧展开弧长;取AB等于弯头外侧弧头,且放15%压制收缩量,即
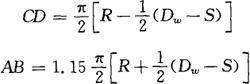
③沿着圆弧两端作切线,放出弯头直段的长度。
④周边再放15~35mm余量作下料线。
⑤画出等距坐标线,并将坯料线附近的交点打上样冲眼和钢印编号。
⑥下料试压(样冲眼标记在外壁),测量工件尺寸,画修正线并依据坐标线修正坯料的尺寸。
上一篇:样板和样杆的制作
下一篇:铆工实用技术手册目录