零件的加工余量和放样允差
书籍:铆工实用技术手册
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第129页(727字)
1.零件的加工余量
为了保证产品质量,防止由于下料失误使零件造成废品,有的样板、样杆应根据加工的实际情况,适当留出加工余量,一般可按下列数据考虑。
①自动氧气切割时的加工余量为2~3mm。
②手动氧气切割时的加工余量为3~4mm。
③氧气切割后还需切削加工的加工余量为4~5mm。
④剪切后尚需切削加工的加工余量为3~4mm。
⑤板材工件的厚度方向留量应按工艺规定留出加工量。
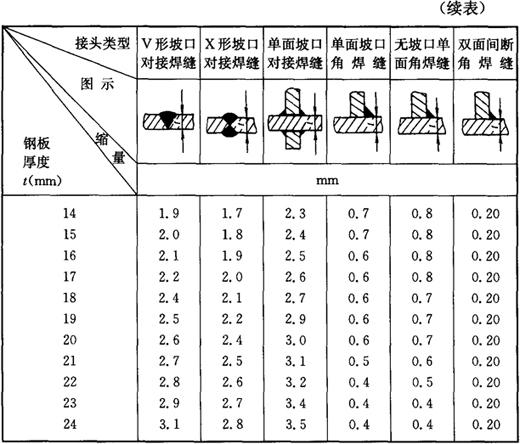
对于焊接结构件的样板,除放出加工余量外,还必须考虑焊接构件的收缩量,见表3-6和表3-7。
表3-6 焊缝纵向收缩近似值 (mm/m)

表3-7 焊缝横向收缩近似值

2.放样的允许误差
零件的放样,由于受到画线量具和工具精度的影响及视力的差异,实样图将同现一定的尺寸偏差,把这种偏差限制在一定的范围之内,就叫做放样的允许误差。常用的放样允许误差见表3-8。
表3-8 常用放样允许误差(mm)

上一篇:放样时的注意事项
下一篇:铆工实用技术手册目录