孔的加工
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第374页(3271字)
用钻头在实心材料上加工出孔称为钻孔。钻孔时,工件固定不动,钻头装在钻床或其他工具上,依靠钻头与工件之间的相对运动来完成切削加工。切削加工时,钻头绕轴所作的旋转运动称主体运动,它使钻头沿着圆周进行切削,而钻头对着工件所作的前进直线运动称为进给运动,它使钻头切入工件,连续地进行切削,由于这两种运动是同时连续进行的,所以钻头是按照螺旋运动来钻孔的(图6-1)。

图6-1 钻孔
1.钻头
钻头多用高速钢制成,并以淬火与回火处理,钻头的种类很多,虽然外形有些不同,但切削原理基本一样,这里只介绍麻花钻。
(1)麻花钻的组成部分
麻花钻是最常用的一种钻头,它由柄部、颈部和工作部分组成(图6-2)。
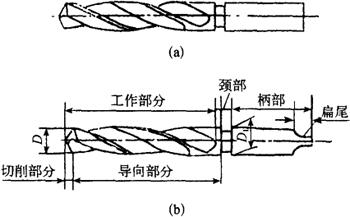
图6-2 标准麻花钻
(a)直柄钻头;(b)锥柄钻头
①柄部:柄部是钻头的夹持部分,用来传递钻孔时所需的扭矩和轴向力,并使钻头的轴心线保持正确的位置。
②颈部:它是制造钻头时砂轮磨削退刀之用,一般也在这部位的表面上刻印商标、钻头直径和材料牌号。
③工作部分:它是由切割部分和导向部分组成。切割部分包括横刃及两条主切削刃,起着主要的切割作用,两条相对的螺旋槽用来形成切割刃,并起排屑和输送切削液的作用。
(2)切割部分的几何参数(图6-3)

图6-3 麻花钻的几何参数
①顶角2φ:钻头的两主切削刃间的夹角。
②螺旋角ω:它是螺旋槽上最外缘的螺旋线展开成直线后与钻头轴线的夹角。
③后角α:钻头主切削刃上任意点的切削平面与后面的夹角称为后角。后角的大小在主切削上各点都不相同,越靠近中心处后角应越大。
④前角γ:主切削刃上任意一点的前角,是该点前面的切线与基面在主截面上投影的夹角。
⑤横刃斜角Φ:钻头横刃和主切削刃之间的夹角,一般取50°~55°。
2.装夹钻头的工具
(1)钻头夹
钻头夹用来装夹直径为13mm以内的直柄钻头,其结构如图6-4。

图6-4 钻头夹
(2)钻头套
钻头套用来装夹锥柄的钻头,根据钻头锥柄莫氏锥度的号数选用相应的钻头套(图6-5)。

图6-5 钻头套和钻头的拆卸
(a)钻头套;(b)钻头的拆卸
3.钻孔设备
(1)台式钻床
简称台钻,是一种小形钻床,一般安装在工作台上或铸铁方箱上,台钻的规格有6mm和12mm两种。图6-6为应用较广的一种台钻。

图6-6 台式钻床
1-电动机;2-手柄;3-螺钉;4-保险环;5-立柱;6-手柄;7-底座;8-螺钉;9-工作台;10-本体
(2)立式钻床
简称立钻,一般用来钻中型工件的孔,其最大钻孔直径有25mm、35mm、40mm及50mm几种。图6-7是目前应用较广的立式钻床。

图6-7 立式钻床
1-底座;2-床身;3-电动机;4-变速箱;5-进给箱;6-手柄;7-工作台
(3)摇臂钻床
摇臂钻床(图6-8)适用于加工大型工件和多孔的工件。摇臂钻床的主轴转速范围和进给量范围很广,主轴可自动进给也可手动进给,最大钻孔直径可达100mm。

图6-8 摇臂钻床
1-立柱;2-立轴变速箱;3-摇臂;4-工作台;5-底座
4.钻孔工艺
(1)工件的夹持
钻孔前必须将工件夹紧固定,以防钻孔时工件移动或旋转折断钻头,或使钻孔位置偏移,夹持工件的方法主要根据工件的大小和形状而定。小而薄的工件可用钳子钳牢;小而厚的工件可用小型台虎钳夹持。若在较长的型钢件上钻孔,可用手直接握持,为安全起见,应在钻床台面上用螺栓靠住。钻大的孔或不适合用虎钳夹紧的工件,可直接用压板、螺栓和垫铁把它固定在钻床的工作台上。在圆柱形工件上钻孔时,要把工件放在V形铁上,然后用压板压紧,以免转动。
(2)钻孔方法
钻孔前先用样冲将孔中心眼冲大一些,这样可使横刃预先落入样冲眼的锥坑中,钻孔时钻头就不易偏离中心。钻孔时使钻头对准钻孔中心,先试钻一线坑,达到找正的目的。钻通孔在将要钻穿时,必须减小进给量,如果采用自动进给的,最好改换手工进给。钻不透孔时,可按钻孔深度调整挡块,并通过测量实际尺寸来检查所需的钻孔深度。钻深孔时,一般钻进深度达到直径的3倍时,钻头就要退出排屑。
(3)钻孔时的冷却和润滑
在钻削过程中,由于切屑的变形和钻头与工件的摩擦所产生的切削热,严重地降低了钻头的切削能力,甚至引起钻头切削部分退火,对钻孔质量也有一定影响,为了延长钻头的使用寿命和保证钻孔质量,除采用其他方法外,在钻孔时注入充足的切削液也是一项重要的措施,注入切削液有利于切削热的散发,防止刀刃产生积屑瘤和加工表面冷硬;同时由于切割液能流入钻头的前刀面与切屑之间,使钻头的后刀面与切屑表面和孔壁之间能形成吸附性的润滑油膜,起到减少摩擦作用,从而降低了钻屑阻力和切削温度,提高了钻头的切割能力和孔壁的表面质量。
(4)切削用量
切削用量是切削速度、进给量和切削深度的总称。钻孔时的切削速度v是钻头直径上的一点的线速度,可由下式计算:
v=πDn/1000(m/s)
式中 D——钻头直径(mm);
n——钻头的转数(r/s)。
钻孔时的进给量s是钻头每转一周向下移动的距离,单位以mm/r计算。
在实心材料上钻孔时,切削深度即为吃刀深度t,等于钻头的半径。合理地选择切削量,可防止钻头过早磨损或损坏,防止机床过载,提高工件的钻削精度和表面粗糙度。