闪光对焊
书籍:焊工简明实用手册
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第361页(465字)
闪光对焊是将焊件装配成对接接头,接通电源,并使其端面逐渐移近达到局部接触,利用电阻热加热这些接触点(产生闪光),使端面金属熔化,直至焊件端部在一定深度范围内达到预定温度时,断电,迅速施加顶锻力完成焊接的方法。闪光对焊分为连续闪光焊和预热闪光焊。闪光对焊用于中大截面焊件的焊接。
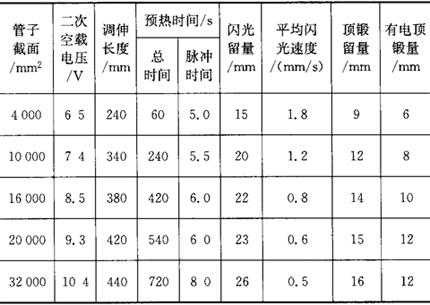
焊接参数有:调伸长度、闪光留量、闪光速度、闪光电流密度(以上属闪光阶段);顶锻留量、顶锻速度、顶锻力、夹紧力(以上属顶锻阶段);预热温度、预热时间(属预热阶段)等。表4.5-2为20钢、12Cr1MoV及12Cr18Ni12Ti钢管连续闪光对焊的焊接参数。表4.5-3为大截面低碳钢管预热闪光对焊的焊接参数。
表4.5-2 20钢、12Cr1MoV及12Cr18Ni12Ti钢管连续闪光对焊的焊接参数
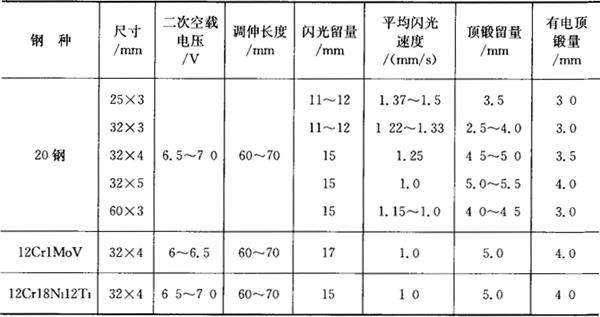
表4.5-3 大断面低碳钢管预热闪光对焊的焊接参数
上一篇:缝焊工艺参数
下一篇:焊工简明实用手册目录