打塞、压盖设备
出处:按学科分类—工业技术 中国轻工业出版社《葡萄酒工业手册》第534页(2074字)
一、打塞机
打塞机是葡萄酒软木塞封口的专用设备。根据生产能力的大小,可选用单头打塞机或多头打塞机。
1.单头打塞机(如图6-3-15所示)
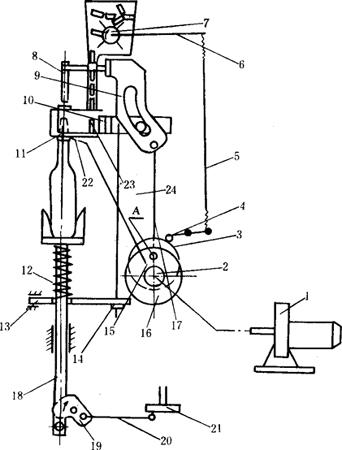
图6-3-15 BZG12打塞机示意图
1-摆线针轮减速器 2-传动轴 3-偏心环 4-滚子 5-理塞拖动杆 6-滚柱链 7-链轮 8-填塞杆 9-填塞头 10-送塞推块 11-填塞导向口 12-弹簧 13-定位板 14-限位块 15-离合器摆动销 16-填塞曲柄 17-填塞连杆 18-瓶托轴 19-凸轮 20-连杆 21-曲柄 22-填塞发讯杆 23-软木塞 24-连杆
工作原理:灌装后的瓶酒,由间歇输送链条,将瓶酒送到打塞机中,瓶酒随托座一起抬起,瓶口进入导向口即触发机械或填塞发讯杆开始填塞作业。填塞部分动力由摆线针轮减速器1(带电机)供给传动轴2作连续运动,偏心环3经滚子4使理塞拖动杆5作上下往复运动,再经滚柱链6使单向间歇转动达到理盖的目的。另一方面,当灌装部分动力驱动的曲柄21即带动空间连杆20,使凸轮19按顺时针方向转动,在弹簧12作用下,瓶酒和瓶托一起抬起,瓶口一进入填塞导向口11填塞发讯杆22随即拨动,使离合器摆动销15合上。主传动轴2驱动填塞曲柄转动并通过填塞连杆17,使填塞头9向下动作,同时,送塞推块10向前运动,将软木塞23推到前方的填塞口,且将其紧紧压缩。软木塞在填塞杆8的向下冲击下被打入瓶口,在此同时,连杆24向下运动,限位块14脱开,定位板13在弹簧作用下自动倾斜。定位板上的孔与瓶托轴18卡死,使瓶子在打塞时做到刚性定位。当填塞曲柄16上A点按顺时针方向转过最低点后,填塞杆15上升,送塞推块10后退复位,当A点到达最高点时,离合器摆动销自动脱开,打塞头复位后,推柄21使凸轮19逆时针方向转动,这时固定位板13已恢复水平位置,凸轮19便能将瓶托压下,然后由间歇式输送链道将完成打塞的酒瓶送走。
2.多头打塞机
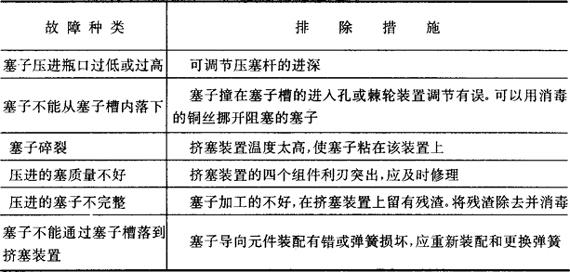
以德国SEITZ公司产 NK-320型8头打塞机为例。(图略)。
表6-3-4 故障及排除
二、压盖机
1.皇冠盖压盖机
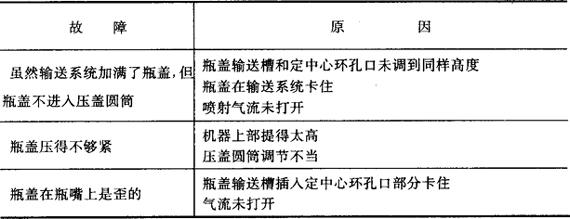
此压盖机有单头和多头之分,德国SEITZ公司产KK-320型8头皇冠压盖机的故障及原因见表6-3-5所示。
表6-3-5 故障、原因
2.防盗盖封盖机
防盗盖封盖机根据生产能力大小,有单头与多头的选择余地。均可单独使用,也可和同能力的灌装线配套使用。现就以单头防盗盖封盖机加以叙述。
(1)工作原理 该压盖机通过电机传动和变速箱传递,使主轴同时完成旋转和纵向往复运动,带动封盖头压实盖的内衬垫与瓶口的密合面,同时完成防盗环的翻边和滚压出与瓶口吻合一致的螺纹,从而达到密封的目的。
(2)使用和调整(如图6-3-16所示)
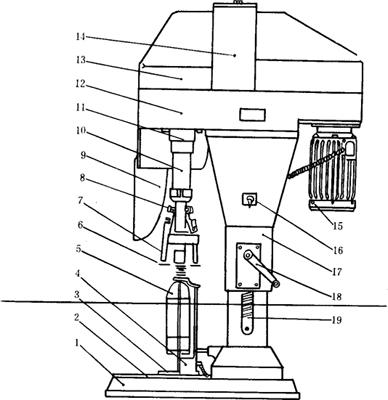
图6-3-16 防盗盖封盖机结构示意图
1-工作台面 2-瓶子定位块 3-调整螺丝 4-点动行程开关 5-瓶子架 6-滚扎螺纹的封盘 7-封头 8-调整螺母 9-护板 10-主轴 11-主轴套 12-主轴箱 13-主轴弹簧 14-导向轴 15-电机 16-电源开关 17-齿轮 18-升降摇柄 19-升降轨道
①工作高度调整 工作高度由所用瓶子高决定。
②封关调整 让防盗圈翻边轮与瓶口下端的颈环相对应,其中整形轮应与颈环下端相吻合,间隙小于瓶盖铝板厚度。试封后,使封装在瓶口上的防盗盖滚压出的螺纹清晰,超过1、5扣,防盗圈翻边准确充分。
③变换规格 当变换不同规格的瓶子时,机器的工作状态应重新调整。有的设备根据用户要求备有几种封头。
(3)维护和保养
①经常保持机器的清洁卫生。
②润滑部位见表6-3-6所示。
表6-3-6 润滑部位表
