轧制
书籍:不锈钢实用手册
出处:按学科分类—工业技术 中国科学技术出版社《不锈钢实用手册》第37页(376字)
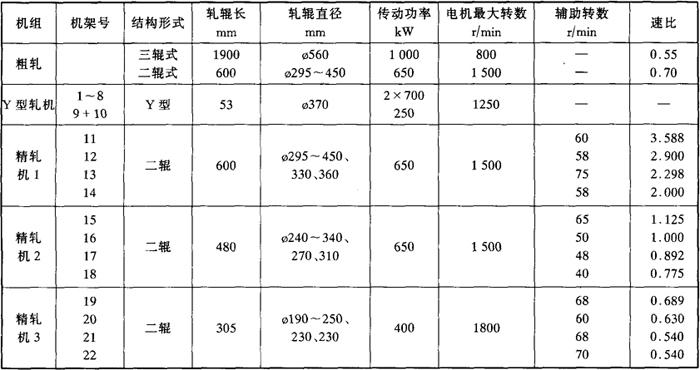
钢坯出炉后经高压(200kg/cm2)水除鳞,有利于表面质量和孔型寿命,钢坯首先在8架Φ450mm平立式轧机进行粗轧,采用箱形→椭圆孔型。经飞剪切头后进入由8架或10架组成的平立式轧机进行中轧,如果生产大盘卷,应设1~2架三辊考克斯轧机定径。采用方椭和圆椭孔型。轧件经飞剪切头后经过约70m长的并设有三个水冷箱的管道活套进入精轧机,使精轧开终轧温度控制在950℃和1060℃。精轧机组由8~10架45°轧机或考克斯轧机组成,成品规格为Φ5.5~12mm。采用圆→椭孔型,精轧后的线材集卷后离线热装进行热处理,以确保良好均一的冷加工性能,具有代表性的德国南威斯特法伦特殊钢公司的线材轧机性能见表3-18。
表3-18 南威斯特法伦特殊钢公司线材轧机性能
上一篇:不锈钢线材生产工艺特点和流程
下一篇:不锈钢实用手册目录