表面加工
出处:按学科分类—工业技术 中国科学技术出版社《不锈钢实用手册》第225页(3524字)
在ISO、EN、ASTM等不锈钢标准中,钢材的表面加工要求,是作为交货状态的一部分或单独章条进行规定的。而我国标准是与表面质量的规定放在一起的,并且除板材外,表面加工要求与ISO等标准比,并不十分明确。
1.5.1.1 棒材表面加工
(1)ISO标准(ISO/CD16143-2)
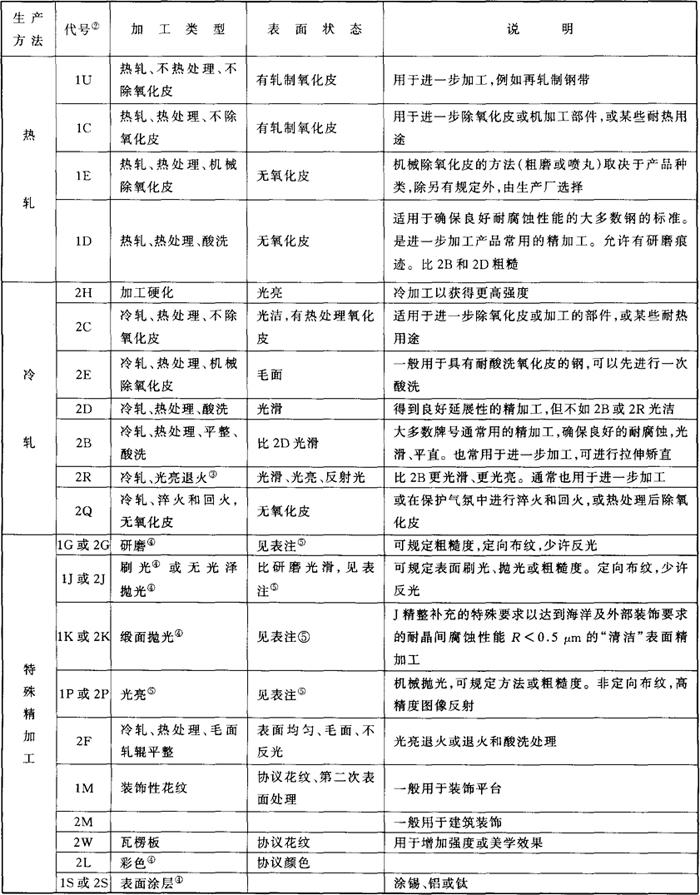
ISO标准与EN、DIN等标准一样,将表面加工要求作为交货状态按加工类型和表面状态进行规定,见表1-7。
表1-7 钢材的表面加工类型和表面状态①

注:①不是所有的加工类型和表面状态都适用于各种牌号。
②第一个数字:3——热成型,4——冷加工。
③如热加工和进一步冷却可以满足力学性能和耐晶间腐蚀的要求,铁素体、奥氏体、奥氏体-铁素体钢的热处理可以省略。
④如相关尺寸偏差和表面粗糙度可以满足要求,则冷加工的类型(冷拔、车削或无芯研磨)可由生产厂选择。
⑤1T为ISO286-1和其他尺寸偏差标准定义的国际标准偏差。
⑥在偏差范围内的特定偏差由双方协议。
(2)EN标准(EN10088-3:1995)
EN标准规定与上述ISO标准规定相同。
(3)ASTM标准(A484/484M-00)
热加工棒材可进行各种加工处理,包括退火或其他热处理,采用酸洗、喷丸或其他清除氧化铁皮的方法进行清理、粗车和机械矫直。
冷加工棒材由热加工棒材进行冷拉、无芯研磨、抛光等生产。
型钢用机械、研磨或酸洗的方法清除氧化皮。除非另有规定,锻件用机械、喷丸或酸洗的方法清除氧化皮。
1.5.1.2 板(带)材表面加工
(1)ISO标准(ISO/CD16143-1)的规定列于表1-8。
表1-8 板(带)材表面加工类型和表面状态①
注:①加工类型和表面状态不一定适用于所有牌号。
②1——热轧,2——冷轧。
③可进行平整处理。
④除非另有协议,只在一面进行。
⑤每种精整表面状态可能不同,双方可协议特殊补充要求,如粗糙度。
(2)EN标准(EN10088-2:1995)的规定基本同ISO标准。
(3)ASTM标准(A480/480M-96)规定:
A.薄板表面加工等级和要求
No.1 热轧、退火和除氧化皮。
No.2D 冷轧,毛面。
No.2B 冷轧,光面。
光亮退火 在控制气氛炉中最终退火以保持表面光亮的冷轧精加工。
No.3 中等抛光,一面或两面。
No.4 通用抛光,一面或两面。
No.6 暗机械抛光,坦皮科抛光,一面或两面。
No.7 高抛光。
No.8 镜面抛光。
TR 冷加工以得到规定的性能。
薄板可以一面或两面抛光,当仅一面抛光时,为了得到需要的平直度另一面是可以粗磨的。
B.钢带表面加工等级和要求
No.1 冷轧至规定厚度,退火和除氧化皮。
No.2 同No.1,随后进行轻冷轧平整,一般用高抛光轧辊。
光亮退火 在控制气氛炉中最终退火以保持光亮的冷轧精整。
TR 冷轧以得到规定的性能。
C.厚板表面加工和要求
热轧或冷轧,和退火或热处理:不清除氧化皮,中等精整。以这种状态使用的厚板一般限制在耐热用途。氧化皮降低了耐腐蚀性。
热轧或冷轧,和退火或热处理,和喷丸清理或酸洗:通用优先用于耐腐蚀和最耐热用途的状态和精整,基本上是No.1精整。
热轧或冷轧,和退火或热处理,和表面清理及抛光:抛光等级通常是No.4。
热轧或冷轧,和退火或热处理,和除氧化皮,和平整:专用的较光滑精整。
热轧或冷轧,和退火或热处理,和除氧化皮,和冷轧,和退火或热处理,和除氧化皮和可选的平整:光滑精整,比前一状态更无表面不完善。
(4)JIS标准的规定
A.热轧钢板钢带(JISG4304-1999)
热轧钢板及钢带的表面加工状态要求列于表1-9。
表1-9 热轧钢板钢带表面加工状态

注:表列以外的表面加工要求由供需双方协商规定。
B.冷轧钢板钢带(JISG4305-1999)
冷轧钢板钢带的表面加工状态要求列于表1-10。
表1-10 冷轧钢板钢带表面加工状态

注:表列以外的表面加工要求由供需双方协商规定。
(5)我国GB的规定
A.冷轧钢板钢带(GB/T 3280、GB/T 4239)
冷轧钢板钢带的表面加工等级及质量要求列于表1-11。
表1-11 冷轧钢板钢带的表面加工等级及要求

注:①钢板无No.1等级。
②表列以外的等级要求由供需双方协商规定。
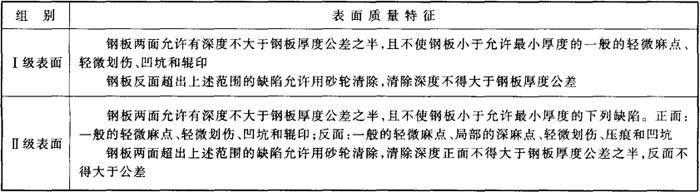
表1-11中,钢板的No.2和No.2B的表面组别及质量特征列于表1-12。
表1-12 No.2和No.2B钢板表面组别