菠萝汁
出处:按学科分类—工业技术 中国轻工业出版社《软饮料工业手册》第398页(3059字)
(一)菠萝的营养成分与加工特性
热带水果菠萝是一种具有独特风味的水果。适合菠萝果汁加工的品种有卡因、皇后、红西班牙等。按收获期,菠萝可分为夏菠萝和冬菠萝。夏季果收获期8~9月,冬季果收获期11月下旬至翌年3月中旬。夏季果收获量大。由于菠萝是由多数小果结合形成的果实,因此很难判断其成熟度。菠萝没有呼吸的转跃期,容易产生以褐色斑点病为代表的生理障害和低温障害。菠萝一年四季可以收获,因此其大小,果皮色调,果肉糖度,含酸量等有较大差异,为此菠萝加工很难有一个统一可行的加工方法,产品质量也难以均匀一致。
菠萝的营养成分见表2-1-61。由表可见,夏季果的糖和氨基酸含量较高,而酸含量、维生素C和灰分含量以冬季果为高。表中还列出了1~3月收获的菠萝果,其果皮、果芯以及果肉等不同部位的成分含量。菠萝加工需要进行综合利用,特别是将菠萝罐头生产线产生的果皮、果芯与菠萝的碎块和碎屑一起榨汁是可取的。
表2-1-61 菠萝不同季节收获果和各部位的营养成分

在加工方面,冬季低温和连续阴天容易使菠萝从果芯周围产生褐色斑点,但从外观却完全不能判定,在全果榨汁时应加以注意。另外在夏季菠萝过熟或碰伤时容易产生酒精发酵,应注意认真挑选。在加工过程中应注意及时杀菌,以维持菠萝汁的新鲜风味。
(二)菠萝汁及其浓缩汁生产技术
欧洲各国流行菠萝浑汁,而北美则需要透明的菠萝清汁。菠萝果汁及浓缩汁的生产工艺流程如图2-1-42所示。浓缩菠萝清汁浓度60~70°Bx。
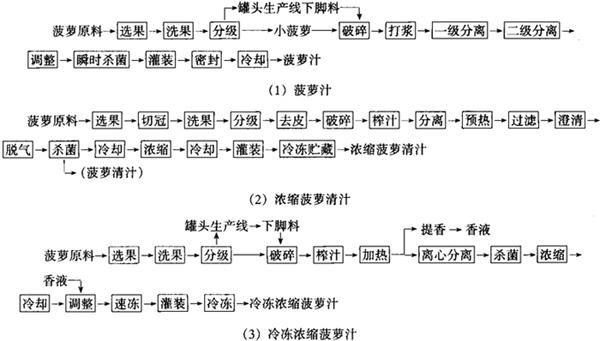
图2-1-42 菠萝汁和浓缩菠萝汁生产工艺流程图
(三)生产要点
1.原料分级
罐头加工厂一般按果实横径大小,用分级机将菠萝分成3~5级,我国生产扇块或碎块菠萝罐头时按5级分级。
用于菠萝汁加工的原料除菠萝整果外,还有来自菠萝罐头生产线的刮肉机刮下的刮皮碎果肉,切圆片等修整下的修整碎果肉和果芯。此外菠萝加工时各工序的回收汁也可作菠萝汁制汁原料。
2.洗果与挑选
用洗果机或浸渍槽将附着菠萝果皮表面的泥沙、杂质及昆虫等洗净。洗果机一般包括浸洗和喷洗两部分。必要时还要喷淋含氯10~15mg/kg的药液杀菌,再次洗净,使果皮残留氯浓度低于2mg/kg后送往下一工序。挑选目的是挑出伤果、腐烂果和过熟果,切除伤痕或腐块。
3.去皮捅芯
用菠萝联合加工机削去外皮,切除两端,并捅除果芯。去皮捅芯所用刀筒直径因分级规格有所不同,例如5级果实去皮捅芯规格如下:

菠萝去皮捅芯机内藏果皮肉回收装置,即刮肉机,果皮经刮肉机一次或二次刮肉,可以卫生地进行回收,分别作菠萝米罐头和制取菠萝汁的原料。
4.制汁菠萝原料的调整
在菠萝综合加工厂约有32%的来自菠萝罐头生产线的下脚料,包括刮皮碎果肉、果芯和修整碎果肉。这些菠萝罐头的下脚料,以及菠萝米罐头等加工过程中收集或滤取的果汁,连同小级菠萝果都可以作为制汁原料。由于这些制汁原料的成分含量有所不同,例如果芯的可溶性固形物及含酸量均较低,但色泽和香味好,因此制汁原料需要进行适当调整。一般分级机和刮肉机分开设置,将在调整罐头用果肉时被切去的外皮进行分类,由刮肉机调整回收果肉。将菠萝碎肉和果芯调整后可以进行破碎和榨汁。
5.破碎与榨汁
不浓缩时,果芯用锤碎机或磨浆机粗碎,刮皮肉和修整肉用打浆机或高速离心机取汁,汁中含浆率约6%。
生产浓缩汁时,以去皮的圆筒形菠萝肉和果皮肉为原料,用切碎机粗碎,用螺旋榨汁机或其他榨汁机压榨。罐头生产线上的果皮肉、果芯、果肉屑则可在罐头车间粗碎后送往果汁车间用螺旋榨汁机榨汁。
6.含浆量的调整
加工菠萝汁和浓缩汁时需要调整浆的含量。菠萝果的出汁率一般55%~60%,与含浆率、榨汁机以及菠萝罐头下脚料回收利用有关。用压榨法取得的菠萝汁含浆量10%左右,在进入分离机前,菠萝汁用板式换热器预热至60~65℃,然后用离心分离机分离果浆,使含浆量达到2%。50℃的果汁进入分离机,约30℃排出,用冷却机冷却至2~5℃,贮藏在调整罐中。为了防止空气对果汁质量,特别是对香气的影响,可以进行脱气,或用氮气置换空气,也可以添加消泡剂,例如二甲基聚硅甲烷来置换空气。
7.浓缩
菠萝榨汁浓度一般10°Bx左右,多采用真空浓缩,在较低真空度下(20~22kPa)于50~60℃温度进行浓缩。可选用3效或4效蒸发器浓缩菠萝汁,最高可浓缩至1/6,成品浓度可达72°Bx。在生产浓缩汁过程中需要注意加热引起的褐变和菠萝特有香气的保持。
8.芳香物质回收
菠萝香气成分随收获季节而有不同。夏季菠萝主要香气成分是乙酯类,冬季菠萝主要香气是甲酯类。菠萝的特有甘甜芳香是果汁产品极为主要的风味物质,在制造浓缩果汁时一般要进行芳香成分的回收。香气回收装置可装在浓缩装置外面。在蒸发器内,果汁中水分部分被蒸发,果汁被分成脱香果汁(19°Bx)和芳香成分两部分。芳香成分回收可采用塔板式蒸馏塔,80层,高约8m,直径120cm,板间距10cm。芳香成分可浓缩至原浓度的100倍,芳香成分回收率90%左右。在日常操作管理中,需要进行特定酯成分的分析检验。19mg/kg的酯浓度一般可浓缩至190~200mg/kg。芳香成分回收必定有损失,将回收香液完全兑回浓缩果汁内也会出现香气不足现象,因此对于加工过程中产生的果浆、榨渣、皮、芯等副产品也应进行芳香回收。
9.冻结与贮藏
一般菠萝汁在低温浓缩装置中可浓缩至61°Bx以上。浓缩汁通过板式冷却器冷却至2~5℃,然后在-10~-15℃下速冻,用18L罐或200L桶包装,在-30℃的冷冻库内贮藏。在速冻前可以将回收香液兑入冷却的浓缩汁内。也可在浓缩汁中添加菠萝原汁,以补偿浓缩过程中挥发性物质的损失。