激光焊设备
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第319页(2646字)
1.激光焊机的组成
激光焊机如图6-56所示。
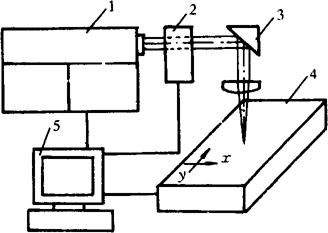
图6-56 激光焊机组成示意图
1-激光器 2-光束检测仪 3-偏转聚焦系统 4-工作台 5-控制系统
2.激光器的分类
表6-17 焊接和切割用激光器的类型、特点

3.固体激光器
固体激光器根据工作介质不同分为:红宝石激光器、钕玻璃激光器和钇石榴石(YAG)激光器。
(1)固体激光器的结构:如图6-57所示。

图6-57 固体激光器结构示意图
1-高压电源 2-储能电容 3-触发电路 4-泵灯 5-激光工作物质 6-聚光器 7-全反射镜 8-输出窗口 9-激光
(2)固体激光器的主电路:指泵灯(氙灯)的高压电路。泵灯高压电路为泵灯发出强光提供能源。泵灯强光使激光器介质的粒子“集居数反转”,为产生激光束提供必要条件。图6-58是NjH-30钕玻璃激光器的主电路,它是固体激光器一种典型的主电路。

图6-58 NjH-30钕玻璃激光器主电路
4.气体激光器
主要指CO2激光器,它的工作介质是CO2+N2+He的混合气体。按气体的流动方式不同分为封闭式、横流式、轴流式三种类型。
(1)封闭式CO2激光器:结构形式如图6-59所示。工作介质气体封闭在玻璃管内,在电极间加直流高压,使混合气体辉光放电,激励CO2分子产生“集居数反转”,为形成激光创造条件。每米长玻璃管可获得50W左右的激光功率。常采用并、串联方式扩大激光功率范围。
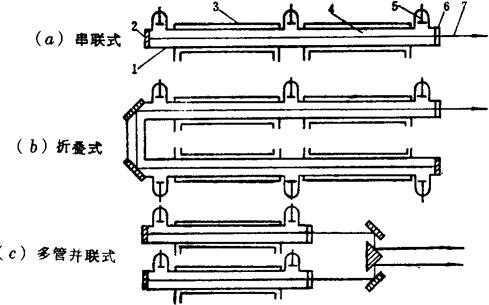
图6-59 封闭式CO2激光器结构示意图
1-放电管 2-全反射镜 3-冷却水套 4-激光工作气体 5-电极 6-输出窗口 7-激光束
(2)横流式CO2激光器:结构形式如图6-60所示。混合工作气体在垂直光轴方向以50m/s速度流动。气体直接与换热器进行热交换,冷却效果良好,因而获得2000W/m的激光输出功率。横流式CO2激光器主电路如图6-61所示。感应调压器T1由中频发电机组获得三相中频电,调压后经主开关S供高压变压器T2,经T2升压,硅堆整流获得高压直流加于激光器的阳极和阴极之间。调节T1可以调节输入电压,改变工作电流大小,调节输出的激光功率。
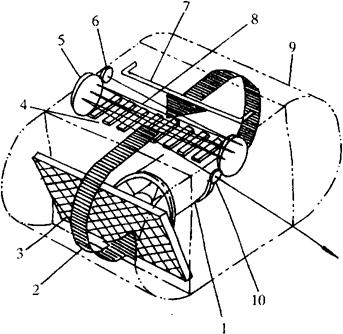
图6-60 横流式CO2激光器结构示意图
1-压气机 2-气流方向 3-换热器 4-阳极板 5-折射镜 6-全反镜 7-阴极管 8-放电区 9-密封钢外壳 10-半反镜(窗口)

图6-61 HGL-81型CO2激光器主电路
(3)高速轴流式CO2激光器:结构形式如图6-62所示。混合工作气体在放电管中接近声速沿光束轴向流动,可获得500~2000W/m激光功率输出。输出模式为TEM00或TEM01,特别适于焊接和切割加工。

图6-62 高速轴流式CO2激光器
1-真空系统 2-罗次风机 3-激光工作气体源 4-热交换器 5-气管 6-全反射镜 7-放电管 8-电极 9-输出窗口 10-激光束
5.国产激光器的性能
表6-18 几种国产激光器的性能参数

6.国外激光器性能(见表6-19、表6-20)
表6-19 日本CO2激光器技术数据
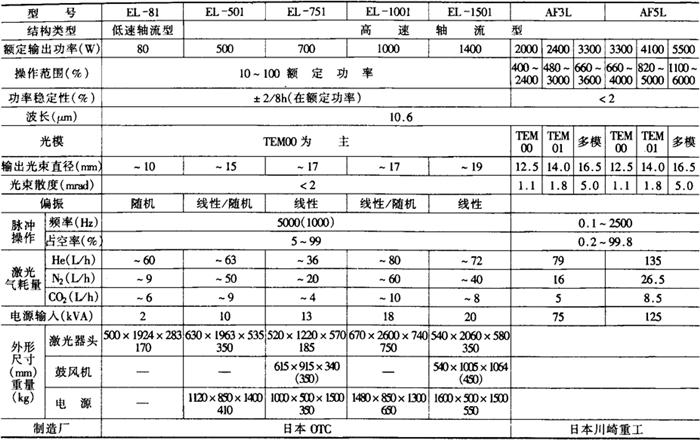
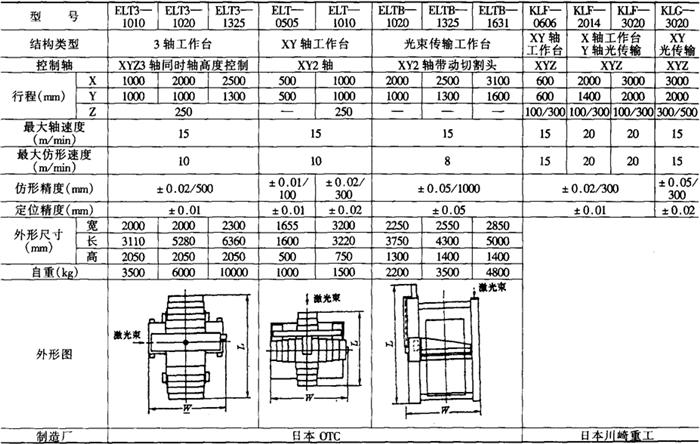
表6-20 日本用于焊接切割的激光加工机技术数据
7.激光测量器
它用来测量激光功率和能量分布。JGX-1型激光测量仪,仅能测量显示激光功率,所以又称激光功率计。其结构如图6-63所示。主要技术指标如下:

图6-63 JGX-1型激光功率测量仪原理图
1-电机 2-配重锤 3-旋转反射针 4-激光束 5-部分反射光 6-锗透镜 7-红外探头 8-信号放大电路 9-数字毫伏表
测量波长 9~11μm
功率量程 0~10kW
测量误差 ±3%
功率损失 <0.4%
显示灵敏度 1W(p≤200W)
10W(p≤10000W)
时间常数 ≤2s
JGX-1型激光测量仪工作原理:电机带动反射针,高速旋转。将激光束一部分光线反射,并通过锗透镜衰减聚焦,落在红外激光探头上,探头将光信号转变成电信号,电信号经放大,通过数字毫伏表读数,直接折算成激光功率显示。