美国手工电弧焊用不锈钢焊条标准概述
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第154页(1672字)
美国国家标准ANSI/AWS A5.4-1992《手工电弧焊用不锈钢焊条标准》为美国焊接学会在1992年颁布的最新版本。由于我国国家标准GB/T 983-1995基本上采用美国国家标准,所以两种标准是类似的,基本上可当量使用,ANSI/AWS A5.4的不锈钢焊条同样按未经稀释的焊缝金属化学成分以及焊接电流和焊接位置分类。未经稀释焊缝金属的化学成分见表3.2-5,焊接电流类型和焊接位置见表3.2-6,表3.2-7列出上述焊条全焊缝金属的力学性能要求。
表3.2-5 未经稀释的焊缝金属化学成分(ANSI/AWS A5.4-1992)


注:①应对表中列有规定值的元素进行分析。然而,如果在分析的过程中发现有其他元素存在,则应进一步分析,以确定这些其他元素的总含量(铁除外)不超过0.5%。
②单一值为最大百分数。
③类别号的后缀-××可以是-15,-16,-25或-26。
④金属和合金的SAE/ASTM统一编号系统。
⑤钒(V)0.10%~0.30%。
⑥钛(Ti)最大为0.15%。
⑦钨(W)应为1.25%~1.75%。
表3.2-6 焊接电流类型和焊接位置(ANSI/AWS A5.4-1992)
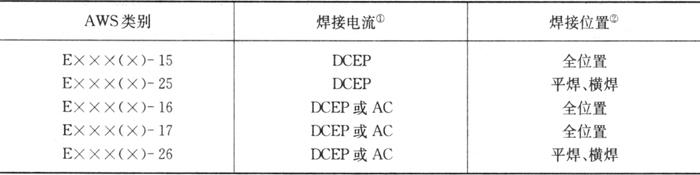
注:①DCEP表示直流、焊条接正极(直流反极性);AC表示交流。
②等于和大于Φ4.8mm的焊条不推荐用于全位置焊接。
与GB/T 983-1995不同的是在AWS A5.4焊条类别中没有国标中的下列型号:E317MoCu-××、E317MoCuL-××、E318V-××、E330MoMnWNb-××以及E16-25MoN等。
表3.2-7 全焊缝金属力学性能要求(ANSI/AWS A5.4-1992)


注:①加热到730~760℃(1350~1400℉)保温1h,以不高于60℃(100℉)/h的速度炉冷到315℃(600℉),然后空冷到室温。
②加热到840~870℃(1550~1600℉)保温2h,以不高于55℃(100℉)/h的速度炉冷到595℃(1100℉),然后空冷到室温。
③加热到595~620℃(1100~1150℉)保温1h,然后空冷到室温。
④加热到760~790℃(1400~1450℉)保温2h,以不大于55℃(100℉)/h的速度炉冷到595℃(1100℉),然后空冷到室温。
⑤加热到1025~1050℃(1875~1925℉)保温1h,然后空冷到室温。随后,在610~630℃(1135~1165℉)下保温4h,再空冷到环境温度进行沉淀硬化处理。
焊条类别的编制方法如同GB/T 983-1995,“E”后面的数字及化学符号表示焊缝金属的名义成分,短划后的数字表示焊接电流和焊接位置。