加工余量
书籍:工模具材料应用手册
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第46页(964字)
标准的加工余量是推荐的机加工量的总和。由于表面缺陷可能对热处理和使用产生不良作用,故使用者应当从供料上消除缺陷,以得到良好的表面。
工具钢的锻造和轧制时,暴露的表面由于氧化而造成的脱碳是决定其机加工量的主要因素。在工具钢生产中,虽然采用了特别的措施,但仍可能出现锈皮、发纹及其他表面缺陷,如果这样,就必须予以去除。
表12给出各种尺寸的热轧方钢和扁钢的标准加工余量。在ASTM规范A600、A681和A686中,相似的表格对其他型材和其他成型方法及精加工是通用的。
表12 热轧方钢和扁钢标准的加工余量
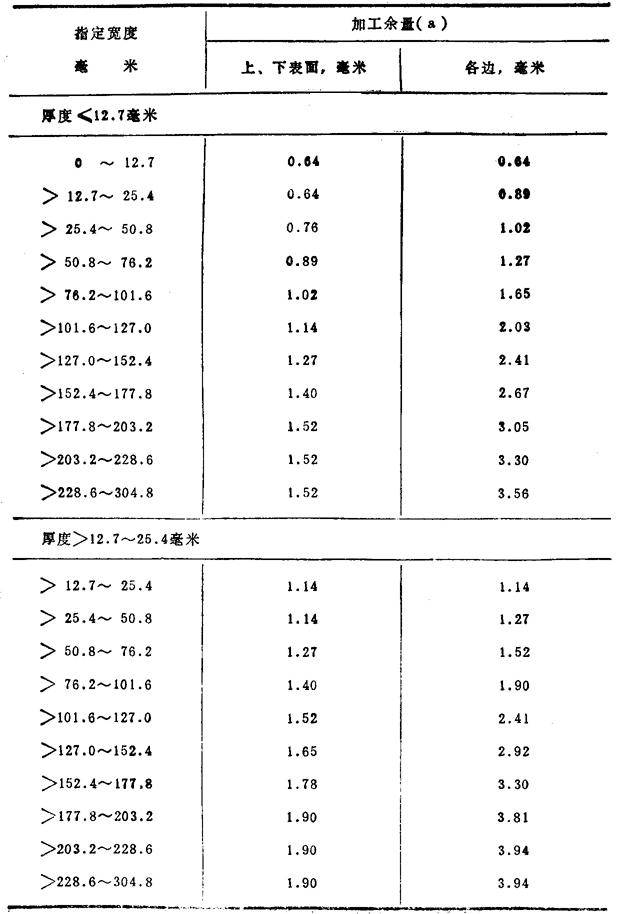
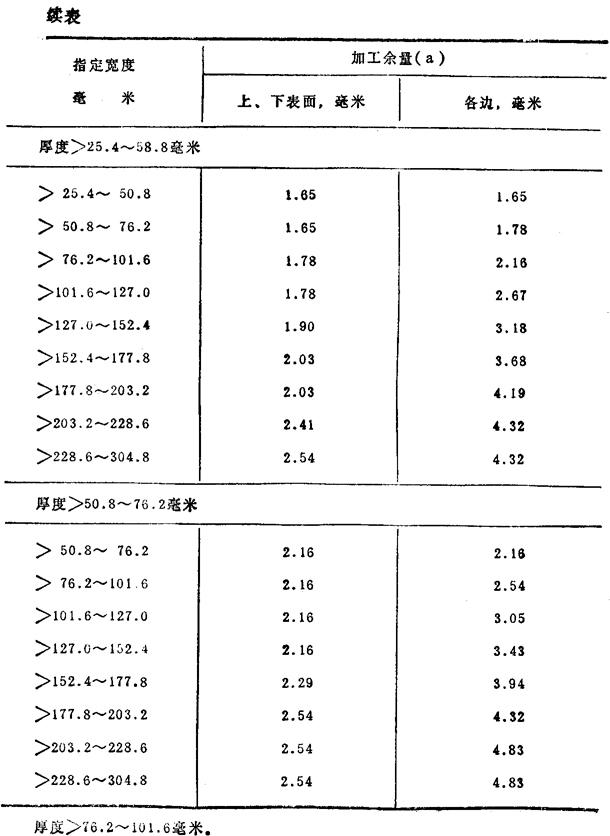
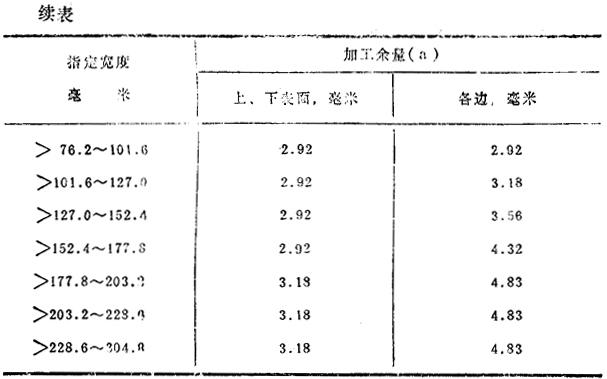
注:(a)热处理前每边允许的最大机加工余量。最大允许脱碳层厚为机加工余量的80%
在标准加工余量之外,还必须留出足够的余量以清除最终热处理时发生的脱碳及变形。这个留量随工具钢钢种、热处理设备类型及工具的形状和尺寸而有所不同。
W和O组钢被认为是抗脱碳能力高的钢,而M组钢、含钴的T组钢、D组钢和H42、A2及S5则是易于脱碳的钢。
最终热处理时不希望有脱碳,因为它将改变表面层的成分,因而改变了这层的热处理特性,并常常对热处理后的性能产生有害的作用。在盐炉或控制气氛及真空炉中的热处理可以控制或防止脱碳。当在真空炉中热处理时,如果炉子操作条件良好,漏气速度很小的话,其效果是令人满意的。对大多数工具钢来说,i00~200微米Hg的真空度就够了。然而,只要有可能,仍然建议采用50~100微米Hg的真空度。
如果没有合适的专用热处理设备,则可将工具包装在不锈钢箔之中,这也可以防止脱碳。321不锈钢箔可在1000℃以下的奥氏体化温度下使用;309或310钢箔则可用到1000~1200℃。
上一篇:高速钢钻头
下一篇:工模具材料应用手册目录