通过口模的料流速度
书籍:塑料工程手册
出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第55页(722字)

式中:Q=通过口模的料流速度(厘米3/秒)或(时3/秒)
P1=通过口模的压力降(公斤力/厘米2)或(磅力/时)
η1=口模中树脂在剪切速度下的表观粘度(公斤力/厘米2·秒-1)或(磅力/吋2·秒-1)
K=口模常数(厘米-3或吋-3)。
表3-1 口模常数表
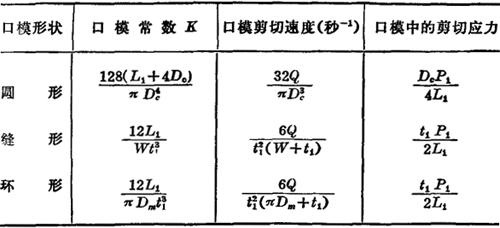
上表中,Q=通过口模的料流体积速度(厘米3/秒或时3/秒)
L1=口模面长度(厘米或时)
Dm=圆形口模的直径(厘米或吋)
W=缝形口模的宽度(厘米或时)
t1=模口宽度(厘米或吋)
Dm=环形口模的平均直径(厘米或时)
P1=沿长度L1的压力降(公斤力/厘米2或磅力/吋2)
有时Q和P可用下表数据。
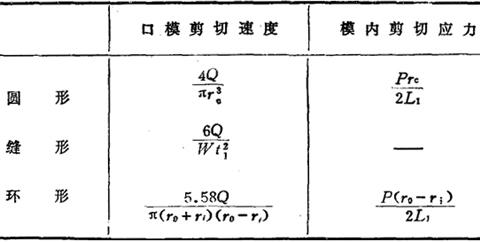
表中:rc=圆形口模的半径(厘米或时)
r0=环形口模的外半径(厘米或时)
ri=环形口模的内半径(厘米或时)
上一篇:单螺杆进料段的挤出量(固体输送)
下一篇:塑料工程手册目录