出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第138页(296字)
若厚度小于1毫米,则材料可进行冷冲孔。厚度较大(厚度达3毫米的纸基、布基层压板及厚达2.5毫米的玻璃纤维填充层压板),须预热至80~100℃。
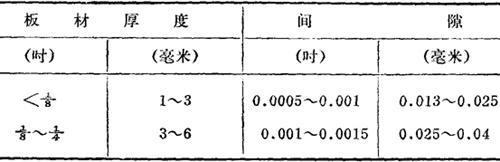
冲孔用的冲头及冲模的尺寸要大,而落料模的尺寸要小;裕量为0.003~0.01时(0.08~0.25毫米)依不同面积和厚度而异(代表性的数据是每时厚度为0.001时)。
表7-10 冲头与冲模间的间隙
冲头进入冲模最大为0.0005时(0.013毫米)
 时厚度为0.001时)。
时厚度为0.001时)。