放样程序及过程
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第335页(5839字)
(一)分析构件的图样
在进行单件或少量的钣金件制作时,放样前必须先看懂构件按正投影原理画出的施工图,即视图。画面上构件的形状、组成部分、尺寸和有关技术要求是钣金工从事生产的依据,只有画好施工图和看懂图,才能进行放样号料工作。例如,在识读图5-6所示的冶金炉炉壳主体图样过程中,就必须解决如下几个问题。

图5-6 炉壳主体部件
1.构件的用途及一般技术要求
该构件为冶金炉炉壳主体,主要应保证足够的强度,尺寸精度要求并不高。因炉壳内还要砌筑耐火砖,所以连接部位允许按工艺要求作必要的变动。
2.了解构件的尺寸及材料
在了解构件的外部尺寸、重量、材质、加工数量等概况时,要与本厂的加工能力相对照,从而确定产品的制造工艺。如图5-6的炉壳产品外形尺寸较大较重,装配和焊接时需要较大的工作场地和起重设备。然而,装焊过程中不宜多翻转,且因产品加工数量少,不宜制作专门胎具。
3.读懂构件的视图
看清构件各部投影关系和尺寸要求,并确定可变动与不可变动的部位及尺寸。如图5-6中圆锥台的尺寸,可根据焊缝数量、接缝间隙、尺寸大小适当变动,但其锥台高度和下锥口尺寸不可变动。
另外还须指出,对于某些大型、复杂的金属结构,在放样前还应熟悉大量图样,全面了解所要制作的产品。
(二)线型放样
线型放样就是根据结构制造需要,绘制构件整体或局部轮廓(或若干组剖面)的投影基本线型,绘制时的具体方法及要点举例如下。
1.绘制前的准备工作
根据所要绘制图样的大小和数量多少安排好各图在样台上的位置。为了节省放样台面积和减轻放样劳动,大型结构放样时允许采用部分视图重叠或单向缩小比例的方法。
2.选定放样画线基准
放样画线基准是放样画线时,用以确定其他点、线、面空间位置的依据。因此,放样画线基准上的点、线、面位置又称为设计基准。
由于平面上确定几何要素的位置,需要两个独立坐标,所以放样画线时每个图要选取两个基准,选取的方法及画法如下:
(1)以两条互相垂直的线或两个互相垂直的面作为基准,如图5-7a所示。

图5-7 放样画线基准(单位:mm)
(2)以两条中心线为基准,如图5-7b所示。
(3)以一个面和一条中心线为基准,如图5-7c所示。
(4)基准线画法及要求,一般较短的基准线可以直接用钢尺或粉线画出(图5-7),而对于外形尺寸长达几十米甚至超百米的大型金属结构,可用拉钢丝配合角尺或悬挂线锤的方法画出基准线。
目前某些工厂已采用激光经纬仪,作出大型结构的放样基准线,可以获得较高的精确度。无论采用何种方法,各图中的基准线必须作得十分准确,保证必要的精确度,且经过必要的检验和标注规定的符号。
3.画出构件基本线型
线型放样以画出设计要求必须保证的轮廓线型为主,而那些因工艺需要须变动的线型则可暂时不画。
例如,图5-6炉壳主体部件图样中,主视图可以中心线和炉上口轮廓线为放样画线基准,俯视图可以两中心线为放样画线基准,分别准确地画好各个视图中的基准线以后,可先画出必须符合设计要求的简体件尺寸、已由设计给定且不得改动的炉底位置(图5-8),而圆锥台件的尺寸要待处理好接缝部位尺寸后才能确定画出,切不可先画出。至于筒体件上的孔则先画或后画均可。
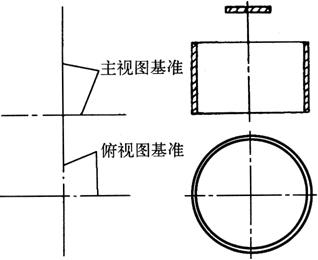
图5-8 炉壳线型放样
此例将构件按其使用位置倒置画出,是为了便于展开放样。
4.线型放样要点
(1)投影要点:进行线型放样,必须严格遵循正投影规律。放样时,究竟画出构件的整体还是局部,可依工艺需要而定,但无论整体还是局部,所画出的线型图包含的几面投影必须符合正投影关系,即必须保证投影的一致性。
(2)剖切要点:对于具有复杂曲面的金属结构,如船舶、飞行器、车辆等,则往往采用平行于投影面的剖面剖切,画出一组或几组线型表示结构的完整形状和尺寸(图5-9),所画出的线型图必须满足光顺性和协调性要求。

图5-9 飞机舱门和门框结构剖视
(三)结构放样
结构放样就是在线型放样的基础上,依据制造工艺要求进行工艺性处理的过程,一般包括以下四项内容。
1.确定各部结构及连接形式
在实际生产中,由于材料规格及加工条件等限制,往往需要将原设计中的整件分为几部分加工、组合。这时需要放样者根据构件实际情况,正确、合理地确定结合部位置及连接形式,并对原设计中的连接部位结构形式进行工艺分析并加以修正。
例如图5-6炉壳主体部件中连接部位Ⅰ、Ⅱ的处理方法如下:
(1)Ⅰ部位连接形式:从图5-10所示的三种连接形式中,依据构件的装配和焊接工艺性择优确定。依据构件装配,因筒体大而重,且形状倒置后易于放稳,故可先将圆筒体置于装配台上,再将圆锥台及其连接的炉底板落于其上。三种连接形式装配时,一般装配环节基本相同,但考虑定位时,图5-10b形式显然不利,而图5-10c形式则较为优越。

图5-10 Ⅰ部位连接形式分析
a.一般连接形式 b.错误连接形式 c.最佳连接形式
依据焊接工艺性,显然图5-10b形式不佳,其内、外两环缝的焊接均处于不利位置,装配后须依据装配时的位置焊接外环缝,此时处于横焊和仰焊之间;而翻过再焊内环缝时,不但需要作仰焊,而且受构件尺寸限制,操作甚为不便。
再分析比较图5-10a和图5-10c两种形式,图5-10c所示形式较好,其外环缝焊接时几乎为平角焊,翻过后内环缝也处于平角焊位置,均便于操作。
综上分析,Ⅰ部位宜选择5-10c的形式连接。
(2)Ⅱ部位连接形式:Ⅱ部位的炉底板体积小,重量轻,易于装配、焊接,可采用图样所给的连接形式。
(3)圆锥台侧板接头画法:如图5-11a所示,以圆筒件里皮①点为圆心,圆锥台侧板板厚的1/2为半径画圆;过炉顶板下沿②点引已画出圆的切线,则此切线即为圆锥台侧板里皮线;分别过①、②两点引里皮线垂线,使之长度等于板厚,得③、④、⑤点;连接④、⑤两点得到圆锥台侧板外皮线,同时画出板厚中心线①~⑥连线供展开用。

图5-11 炉壳接头及焊缝布置
a.圆锥台侧板接头画法:1.筒体板 2.锥侧板 3.炉顶板 ①~⑥为接缝处各点 b.焊缝布置:1°.中部环缝 2°.炉顶环缝 3°.圆锥台侧缝 4°.筒体立缝
2.确定必要的改动部位
根据加工工艺及工厂实际生产现有的加工能力,对结构中的某些部位或部件给以必要的改动。如图5-3所示零件角钢圈的结构改动;又如图5-6所示构件的a、b、 1、
1、 2尺寸较大,且圆锥台锥度太大,不能滚弯成型,需分几块压制成型或手工煨制成型。
2尺寸较大,且圆锥台锥度太大,不能滚弯成型,需分几块压制成型或手工煨制成型。
因此,圆锥台件需要改为分段制作,再组对;需组对的中部环缝、炉底环缝、圆锥台侧缝(四道)和筒体立缝各接缝部位,应按不削弱构件强度、尽量减少变形的原则确定,焊缝应交错排列,且远离加工孔的位置,如图5-11b所示。
同样,圆筒件也需要分块弯曲成型,再装焊成一体,并将各部分连接位置定在中心线处,因工件较薄,和圆锥台连接焊缝一样不必开坡口。
3.绘制结构草图
依据计算出的料长,绘制出草图并量取必要的数据,准备号料样板。如图5-6中圆筒件的料长,因其展开后为一矩形,可不必做号料样板,只需照长、宽尺寸直接下料即可,但对于直径为 2的圆形炉底板,需在做出号料样板前,先绘制出号料草图(图5-12a),供号料样板制作时用。
2的圆形炉底板,需在做出号料样板前,先绘制出号料草图(图5-12a),供号料样板制作时用。

图5-12 绘制结构章图
a.炉底板号料样板草图 b.圆锥台结构草图
图5-6中圆锥台件,因其结构尺寸作了变动,需要根据放样图上改动的圆锥台件,绘制出其结构草图,以备装配时用。如图5-12b所示,草图上应标出必要的尺寸,即大端最外轮廓圆直径 和总高度h1等。
和总高度h1等。
4.绘制各类样板和胎架
(1)卡形样板:对于图5-6中的圆筒卷制时,需要卡形样板一个(图5-13a),其直径为 ;圆锥台弯曲加工时,需要卡形样板两个(图5-13b、c),其中
;圆锥台弯曲加工时,需要卡形样板两个(图5-13b、c),其中 大的尺寸如图5-12所示,
大的尺寸如图5-12所示, 2的尺寸如图5-6所示。绘制圆筒上开孔的定位样板或样杆草图时,也可以采取实测定位或以号料样板代替。
2的尺寸如图5-6所示。绘制圆筒上开孔的定位样板或样杆草图时,也可以采取实测定位或以号料样板代替。

图5-13 制作炉壳零件卡形样板
a.圆筒卡形 b.圆台大口卡形 c.圆台小口卡形
(2)胎架:圆锥台若为压制成型时,需要考虑胎模形状和尺寸,若用手工煨制,则必须考虑煨制操作台的形式及尺寸,如图5-14所示圆筒对接装配胎架。

图5-14 圆筒对接装配胎架
a.手动滚轮式胎架 b.装配不翻转胎架
(3)号料样板:如图5-9飞机舱门和门框的剖切视图中,舱门纵横隔板都是控制切面,隔板零件的椽皮成型模可按内形样板制造;舱门内外蒙皮是分成多块的薄料,可用平板料经拉伸成型或落压成型,并在铆装时直接胶接在舱门和门框上。
舱门和门框的号料样板及结合方法如图5-15所示。首先用切面外样板制造舱门框的反样件,在样件上按样板1镶活动凸块(图5-15a);再按镶凸块的反样件塑造舱门样件,并按样板2补充加工边角部分外形(图5-15b);然后在反样件上放置舱门样件,按样板3在舱门样件上加垫片(图5-15c);最后按反样件和加垫片后的舱门样件塑造门框样件,按样板4补充加工门框的内蒙皮型面(图5-15d)。舱门和门框样件,既可作为舱门外蒙皮、舱门边角、门框内蒙皮和门框边条等钣金零件工艺装备的制造依据。

图5-15 飞机舱门和门框号料样板及样件的结合
a.在反样件上镶活动凸块 b.塑造舱门样件并补充加工 c.按样板加垫片 d.塑造门框样件并补充加工
(四)展开放样
展开放样是在结构放样的基础上,对不反映实形或需展开的部位进行展开,以求取实形的过程。例如图5-6中圆锥台侧板的实形,必须展开后才能获得并能制作号料样板,筒体开孔的孔形也必须靠展开后才能制作号料样板,其展开放样的具体过程如下。
1.板厚处理
根据加工过程中的各种因素,合理考虑板厚对构件形状、尺寸的影响,画出欲展开构件的单线图(即所谓理论线),以便据此展开。这部分内容详见6.4节介绍。
2.展开作图
利用已画出的构件单线图,运用投影理论和钣金展开的基本方法,作出构件的展开图。例如图5-6所示构件,需作圆锥台侧板的展开图和筒体开孔的孔形展开图,至于展开图的画法详见6.2节相关内容。
3.制作号料样板
根据已作出的展开图形状和尺寸,制作各种类型的号料样板或绘制号料草图,如图5-13和图5-15所示。