聚丙烯纤维丝束滤棒成型
书籍:烟草工业手册
出处:按学科分类—工业技术 广东经济出版社;中国轻工业出版社《烟草工业手册》第619页(1187字)
(一)工艺任务
同醋酸纤维丝束滤棒成型,见本章一之(一)。
(二)质量指标
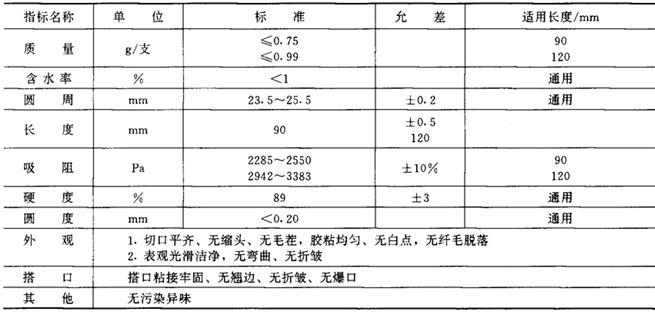
聚丙烯丝束滤质量指标见表7-9-2。
表7-9-2 聚丙烯丝束滤棒质量指标
(三)加工方法
聚丙烯丝束滤棒的生产工艺过程与醋酸纤维滤棒成型基本相同,其不同点:
(1)丝束开松展幅较困难,需增加压辊压力和速比,增加横向搓动力。
(2)施加三醋酸甘油酯无“塑合”作用,仅起润滑作用,提高加工性能和改善加工质量。
(四)技术要求
1.原辅料要求
(1)聚丙烯丝束:见第五篇第二章之二。
(2)三醋酸甘油酯,滤棒卷纸和搭口胶与醋酸纤维滤棒成型要求相同,见本章一之(四)。
2.加工技术要求
与醋酸纤维丝束成型基本相同。
(1)开松、展幅宽度一般为100~150mm,以充分开松为原则,须消除或尽量减少丝束上产生的静电。
(2)三醋酸甘油酯施加量2%~3%。
(3)卷制时由于回涨性大,要求搭口宽度3mm,并经常检测调整;搭口胶粘度应适当高一些。
(4)聚丙烯丝束滤棒硬度较低,强度大,分切时须保持刀口锋利。
3.环境条件
同醋酸纤维丝束成型,见本章一之(四)3,但干燥需要良好的通风条件,干燥时间不低于48h。
(五)设备性能要求
与醋酸纤维丝束成型设备基本相同,见本章一之(五)。
(六)技术要点
与醋酸纤维丝束成型相同。技术关键在开松和施加“增塑剂”。目前正在研究丝束的改性和有塑合作用的增塑剂。
上一篇:氮气(N2)膨胀烟丝工艺
下一篇:烟草工业手册目录