点焊的特点
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第244页(912字)
(1)焊件间靠尺寸不大的熔核进行连接,熔核应均匀、对称分布在两焊件的结合面上。
(2)焊接电流大、焊接时间短、焊接过程中加压力。
(3)点焊是热-机械(力)联合作用的焊接过程。
点焊按一次形成的焊点数,可分为单点焊和多点焊;按对焊件的供电方向,可分为单面点焊和双面点焊,典型的点焊方法如图1-8-2所示。

图1-8-2 典型点焊方法[1]
(a)双面单点焊 (b)双面双点焊 (c)双面多点焊 (d)单面单点焊 (e)单面双点焊 (f)单面多点焊
单面单点焊时,电极压力较大,焊接电流集中通过焊接区,可减少焊件的受热区,提高焊接质量。一般情况下应尽量采用这种点焊方法。双面双点焊时,一次焊接可同时形成两个焊点。焊接时电极压力不受限制,焊接质量较高,主要用于板厚较大的大型部件的焊接,一般情况下较少使用。单面双点焊可以同时焊接两个焊点,适用于焊接结构尺寸很大、形状复杂、不便移动的焊件,并能保证焊件一面表面无电极压痕。但焊接时,部分电流直接经上面的焊件形成分流使焊件产生翘曲变形。为了减少分流,可在焊件下面加铜垫板,使大部分电流经导电性好的铜垫板流过,从而减少分流。这种方法多用于汽车、客车车厢等大型结构的生产上。最常见的点焊方法是双面点焊(电极从工件两侧供电),尤其是双面单点焊。单面单点焊方法用于不能采用双面单点焊的结构上。单面点焊主要用于电极难以从两侧接近工件或工件一侧要求压痕较浅的场合。
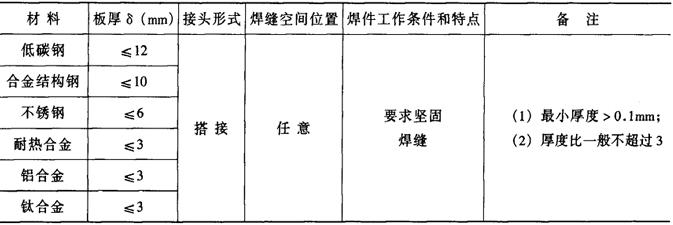
点焊是一种高速、经济的连接方法,适用于制造可装配成搭接接头、接头无密封性要求的薄板构件,如汽车驾驶室、轿车车身、飞机机翼、建筑用钢筋、仪表壳体、电器元件引线、家用电器等。其基本应用范围如表1-8-1所示。
表1-8-1 点焊基本应用范围