焊接接头的力学性能
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第489页(3612字)
1.高强度结构钢
手弧焊和气体保护焊条件下,HQ60钢和HQ70钢焊缝金属和焊接接头的力学性能见表2-3-42。
表2-3-42 HQ60钢焊缝金属和焊接接头的力学性能[6,8]

注:表中数据为焊后状态的试验平均值。
焊接试板厚度为20mm,焊接接头处开单面V形坡口。手弧焊时采用的E6015H、E7015G焊条,直径为4mm;气体保护焊采用的GHS-60N、GHS-70焊丝,直径为1.6mm,采用80%Ar+20%CO2混合气体保护。焊缝金属面弯(D=3a)180°未裂,板厚20mm和40mm的焊接接头面弯(D=3a)180°均未裂。
无论是手弧焊还是气体保护焊,HQ60钢焊缝组织均为针状铁素体+块状铁素体(有少量先共析铁素体);焊接热影响区是下贝氏体+低碳板条马氏体。对焊缝及热影响区的冲击断口进行了分析,发现焊缝和热影响区均为韧窝状断口,具有良好的塑韧性。
在室温下HQ60钢焊接接头保持了较高的冲击韧性,时效敏感系数约40%;在-20℃以下时,时效敏感系数明显提高,可达60%~80%。应注意的是,HQ60钢有一定的回火脆性,特别是在300℃附近,第一类回火脆性较为明显。因此,应避免在250~450℃第一类回火脆性区进行回火处理。
HQ70钢焊接热影响区具有较明显的再热脆化倾向,其敏感温度区间为600~650℃。对HQ70钢实际焊接接头焊后经过600~650℃消除应力处理后的硬度测量,也显示出焊接热影响区粗晶区有二次硬化现象。因此,HQ70钢焊接结构制造中需要进行焊后热处理时,在选择温度时应避开600~650℃的敏感温度区间。
14MnMoNbB钢手弧焊和埋弧焊焊缝金属和焊接接头的力学性能见表2-3-43。焊后状态的热影响区冲击试样缺口开在熔合区外0.5mm处。
表2-3-43 14MnMoNbB钢焊缝金属和焊接接头的力学性能

注:表中数据为焊后状态的试验平均值,焊丝直径4mm。
HQ80C钢气体保护焊(MAG)焊接接头的力学性能见表2-3-44。焊丝(GHQ-80)直径1.6mm,采用80%Ar+20%CO2混合气体保护多层焊,试板厚度20mm,焊接线能量20kJ/cm,层间温度约100℃。HQ80C钢气体保护焊焊缝及热影响区各部位的硬度见表2-3-45。
表2-3-44 HQ80C钢气保焊(MAG)焊接接头的力学性能

注:括号中的数据为试验平均值。
表2-3-45 HQ80C钢气体保护焊焊接接头各部位硬度值

注:CGHAZ为热影响区粗晶区,FGHAZ为热影响区细晶区。
2.高强度耐磨钢
HQ100钢焊缝金属和焊接接头的力学性能见表2-3-46。
表2-3-46 HQ100钢焊缝金属和焊接接头的力学性能

手工电弧焊和气体保护焊条件下,HQ100钢焊接接头的力学性能见表2-3-47,采用的是厚度20mm的调质钢板,试板尺寸为400mm×400mm×20mm,对接接头处开60°单面V形坡口。手弧焊时采用E9516(J956)焊条,直流反接,预热和层间温度为100℃,焊接线能量为17.2kJ/cm。气体保护焊用GHQ-100焊丝,80%Ar+20%CO2气体保护,焊接线能量为16.4kJ/cm,预热和层间温度为100℃。
表2-3-47 HQ100钢手弧焊和气保焊焊接接头区的力学性能

注:括号中的数据为试验平均值。
低碳调质高强度耐磨钢焊接中,为了保证焊接区的抗裂性和韧性要求,有时不得不牺牲一些强度而保证工艺焊接性。这种情况下可以选用“低强匹配”焊接材料在不预热条件下进行焊接。但是,采用“低强匹配”焊材获得的焊缝金属强韧性如何,可否满足使用要求,必须通过实验来进行考察。
低碳调质高强度耐磨钢焊缝金属有害的脆化元素是S、P、N、O、H,必须加以限制。强度级别越高的焊缝,对这些杂质的限制越要严格。铁素体化元素对焊缝韧性有不利影响,除了Mo在很窄的含量范围内(约0.3%~0.5%)有较好的作用外,其余铁素体化元素均在强化焊缝的同时恶化韧性,V、Ti、Nb的作用最明显。奥氏体化元素中C对韧性最为不利,Mn、Ni则在相当大的含量范围内有利于改善焊缝韧性。
HQ130+QJ63高强钢焊接接头区域的硬度分布见图2-3-1,表明HQ130钢侧和QJ63钢侧的热影响区均存在淬硬区和软化区。但热影响区软化区的硬度仍高于焊缝金属的硬度(因焊缝采用“低强匹配”焊材)。

图2-3-1 HQ130+QJ63高强钢焊接区域硬度分布[6]
3.高强度高韧性钢
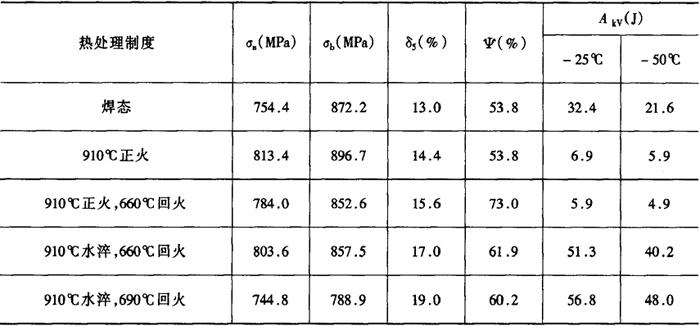
不同热处理制度下12Ni3CrMoV钢焊缝金属的力学性能见表2-3-48。与正火状态相比,调质状态下焊缝金属的塑性和韧性明显提高,并且随着回火温度的提高,强度性能下降,塑性韧性逐渐提高。正火+回火处理对焊缝金属韧性影响不大,仍处在很低的水平上。12Ni3CrMoV钢焊态下的焊缝组织为粒状贝氏体和针状铁素体的混合组织。
表2-3-48 12Ni3CrMoV钢不同热处理制度下焊缝金属的力学性能
与12Ni3CrMoV钢相对比,10Ni5CrMoV钢在抗拉强度增加约200MPa的前提下,冲击转变特性仍保持与12Ni3CrMoV钢相一致,显示出良好的强韧性匹配。即使是80mm厚板,其韧脆转变特性仍保持与35mm厚的12Ni3CrMoV钢相当,充分显示了10Ni5CrMoV钢良好的厚板适应性。10Ni5CrMoV钢具有很低的脆性转变温度,16~80mm厚度各种规格钢板脆性转变温度均小于-40℃,零脆性转变温度均小于-120℃。
10Ni5CrMoV钢插销试样断口观察结果见表2-3-49。不预热焊接时,不论焊条经过350℃或450℃烘干,断口均以结晶状为主,包括氢致准解理断口和沿晶断口等;预热50℃时,断口中绝大部分为纤维状断口,即韧窝状断口,只有少量结晶状断口。
表2-3-49 10Ni5CrMoV钢插销试样断口观察结果[6]

采用J840焊条,在焊接线能量为15~18kJ/cm,预热温度100~130℃条件下,10Ni5CrMoV钢焊缝金属的力学性能试验结果列于表2-3-50。
表2-3-50 10Ni5CrMoV钢焊缝金属的力学性能试验结果

注:括号中的数据是试验平均值。
10Ni5CrMoV钢是焊接性能良好的低碳调质高强度高韧性钢,主要用于船舶、压力容器和海军舰艇制造。从应用情况看,这种钢焊接的技术重点是提高焊缝和热影响区的韧性和抗裂性能,以保证焊接结构的安全性。从焊材角度,提高韧性的主要措施有采用真空冶炼的焊芯、降低硫、磷、氧、氮、氢等杂质含量,选用06MnNi3CrMo系焊缝成分;改善焊缝抗裂性的主要措施是采用超低氢焊条,降低熔敷金属中的扩散氢含量。