铸铁与钢的焊接
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第583页(936字)
根据铸铁与钢的化学成分、填充金属类型、接头形式和结构强度要求等选择合适的焊接方法,目前常用的焊接方法有气焊、手工电弧焊、CO2气体保护焊、电阻焊、钎焊、真空扩散焊、氩弧焊、等离子弧焊。铸铁与钢焊接存在的问题很复杂,用熔焊法很难获得满意的结果,而用钎焊、电阻焊、扩散焊能获得较满意的接头。
铸铁与钢焊接时,填充金属按表2-5-20选择。可以先在铸铁待焊面用小直径的镍基或铸铁焊条堆焊过渡层,堆焊要分段、间隔、交错进行。再用E5015焊条等在过渡层上堆焊中间层。最后用E5015将钢与铸铁焊接起来,焊接时应将电弧指向碳钢母材。
表2-5-20 铸铁与钢焊接时填充金属选用

焊前准备,去除铸铁和钢表面的氧化皮、油脂、水分。对球墨铸铁和可锻铸铁可用喷丸去除铸铁表面的氧化皮。采用钎焊方法时,在454~510℃催化的熔融盐池中清除石墨、表面氧化物等,改善钎料在铸铁表面的润湿性。
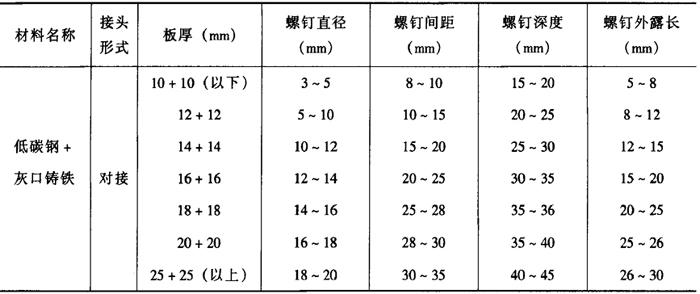
焊接坡口参照碳钢的坡口形式及尺寸。钢与灰口铸铁对接,钢材开单边15~25°V形坡口,灰口铸铁开单边35~45°V形坡口。为了提高接头强度,可在坡口上钻孔、攻丝及拧上螺钉,接头厚度与安置螺钉的关系见表2-5-21。
表2-5-21 接头厚度与安置螺钉的关系
焊前将焊件加热到300~600℃,可以大大减少裂纹倾向,防止出现白口组织。焊后进行消除应力热处理,灰口铸铁加热到600~620℃,每25.4mm保温1h,然后缓冷(冷却速度28℃/h),以防止产生裂纹,降低硬度。球墨铸铁焊后立即放入593~649℃的加热炉中,升温到899℃,保温2~4h,冷却到704℃时保温5h,再炉冷到593℃,然后在空气中冷却,有利于获得好的效果。当用电弧冷焊法焊接碳钢与铸铁时,应用高镍、镍铁等焊条。对熔焊,应采用小电流、短弧、小线能量、窄焊道、锤击焊道以松弛应力等工艺措施。