非连续增强金属基复合材料焊接技术
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第718页(7363字)
1.电弧焊
可用于焊接非连续增强金属基复合材料的电弧焊方法主要有TIG焊及MIG焊。焊接SiCp/Al或SiCw/Al时,如热输入选择不当,将会引起严重的界面反应,生成针状Al4C3[11]。因此,最好采用脉冲TIG焊及MIG焊,以减小热输入,减轻或抑制界面反应。此外脉冲电弧对熔池有一定的搅拌作用,可部分改善熔池的流动性、焊缝中的颗粒分布状态及结晶条件[11]。基体金属不同时,SiCp/Al或SiCw/Al复合材料的焊接性具有明显的不同。基体金属Si含量较高时,不但界面反应较轻,而且熔池的流动性也较好,裂纹及气孔的敏感性较小。基体金属含Si量较低时,宜选用含Si量较高的焊丝焊接,以避免界面反应,提高接头的强度[11]。SiCn/Al或SiCw/Al的气孔敏感性非常大,焊缝及热影响区中均易产生大量的氢气孔,严重时甚至出现层状分布的气孔,因此焊前必须进行真空去氢处理。处理工艺是,在10-2×10-4Pa的真空下,加热到500℃,并保温24~48小时。
与SiCn/Al复合材料不同,用电弧焊焊接Al2O3p/Al复合材料时不存在增强相与液态Al之间的界面反应问题,此时焊接的主要问题是熔池黏度大、流动性差以及溶池金属对Al2O3增强相的润湿性不好等。采用含Mg量较高的填充材料可增加熔池流动性并改善熔池金属对Al2O3增强相的润湿性。
表2-10-9为几种非连续增强金属基复合材料的焊接参数及接头性能。
表2-10-9 几种非连续增强金属基复合材料的焊接参数及接头性能[7,12]

2.钎焊
并不是所有能钎焊Al合金的钎料均可用来钎焊Al基复合材料,这主要是因为,钎焊复合材料时不但要求对基体金属有良好的润湿性,还要能够润湿增强相颗粒或晶须。而且,要求钎焊温度尽量低,避免热循环对增强颗粒或晶须的影响。Al-Si、Al-Ge和Zn-Al这几种铝合金用钎料对SiCw/6061Al、SiCp/LD2等均具有较好的润湿性,均可钎焊这些复合材料。其主要问题是熔化的Al-Si、Al-Ge钎料中的Si或Ge易向复合材料基体中扩散,破坏母材原有的组织结构。
在钎焊的保温过程中,Si或Ge向复合材料基体中扩散,随着基体金属扩散区内含Si或Ge量的提高,其液相线温度相应降低。当其液相线温度降至钎焊温度时,母材中的扩散区发生局部熔化,在随后的冷却凝固过程中SiC颗粒或晶须被推向尚未凝固的焊缝两侧,在此处形成富SiC层,使复合材料的组织遭到破坏,原来均匀分布的组织分离为由富SiC区和贫SiCw区所组成的层状组织,而且在贫SiC区内含有来自共晶合金的高浓度的Si和Ge,使接头性能降低。比较而言,Zn-Al共晶与复合材料之间的相互作用较小,Zn向基体金属中的扩散程度较低。
研究表明,钎料与复合材料之间的相互作用与复合材料的加工状态有关,在经挤压和交叉轧制的SiCw/6061Al复合材料中,Si和Ge的扩散深度及程度较大,但在未经过二次加工的同一种复合材料的热压坯料中,Si和Ge的扩散深度及程度很小,不会引起复合材料组织的变化[7]。这可能是因为,复合材料经过挤压和交叉轧制加工后,基体中的位错密度增大,这些位错与层错及晶界一起为Si及Ge原子的扩散提供了快速扩散通道。
在钎焊这类复合材料时必须对钎焊参数进行优化设计,正确匹配钎焊温度及保温时间。
3.摩擦焊
摩擦焊是利用摩擦产生的热量及顶锻压力下产生的塑性流变来实现焊接的焊接方法,整个焊接过程中母材不发生熔化,因此是一种焊接SiCp/Al、Al2O3p/Al等颗粒增强型复合材料的理想方法。由于被焊接表面附近需要发生较多的塑性变形,因此用这种方法焊接纤维增强型复合材料是不合适的。
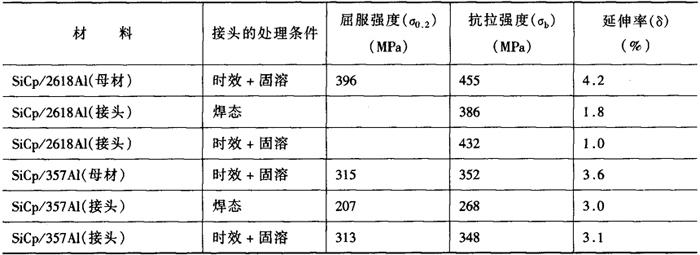
对于颗粒增强金属基复合材料,由于颗粒的尺寸细小,摩擦焊过程中基体金属发生塑性流动时,颗粒可随基体金属同时发生移动,因此焊接过程一般不会改变粒子的分布特点。焊缝中粒子分布非常均匀,体积分数与母材中粒子的体积分数极为相近,而且由于在摩擦焊过程中界面上的颗粒被相互剧烈碰撞所破碎,焊缝中增强相颗粒还会变细,增强效果加强。研究表明[13],母材的加工状态及焊后的热处理规范对接头的强度具有很大的影响,对于经T6处理的SiCp/357Al,由于焊接过程中β”-Mg2Si粒子的大量溶解,焊缝的强度及硬度明显下降,但经焊后T6热处理后,焊缝强度及硬度又恢复到母材的水平。而对于经T3回火处理的SiCp/357Al复合材料,由于晶粒的细化及位错密度的提高,焊缝的强度及硬度反而比母材有所提高。表2-10-10给出了两种铝基复合材料的典型力学性能。
表2-10-10 两种铝基复合材料的典型力学性能[7,12]
文献[14]对A12O3p/6061Al与6061-T6、5052-T4、2017T4等Al合金的摩擦焊进行了研究。发现焊缝中复合材料与Al合金发生了充分的机械混合,粒子的尺寸及基体金属的晶粒尺寸均比母材减小。焊接过程中复合材料中的粒子向Al合金中推移,移动的距离按6061、5052、2017的顺序增大。粒子的体积含量较低时,Al2O3p/6061Al热影响区的硬度比母材明显减小,而粒子含量较高时,Al2O3p/6061Al热影响区的硬度没有明显减小。
4.扩散焊
由于在Al的表面上存在一层非常稳定而牢固的氧化膜,它严重地阻碍了两连接表面之间的扩散结合。Al基复合材料的的直接扩散焊是很困难的,需要较高的温度、压力及真空度,因此多采用加中间层的方法进行。加中间层后,不但可在较低的温度和较小的压力下实现扩散连接,而且可将原来结合界面上的增强相-增强相(P-P)接触改变为增强相-基体(P-M)接触,如图2-10-13所示,从而提高了接头强度。这是由于P-P几乎无法结合,而P-M间可形成良好的结合,使接头强度大大提高。根据所选用的中间层,扩散焊方法有两种:采用中间层的固态扩散焊及瞬时液相扩散连接。

图2-10-13 加中间层前后的界面结合情况[12]
(a)无中间层 (b)有中间层
(1)采用中间层的固态扩散连接这种方法的关键是选择中间层,选择中间层的原则是,中间层能够在较小的变形下去除氧化膜,易于发生塑性流变,且与基体金属及增强相不会发生不利的相互作用。
可用做中间扩散层的金属及合金有,Al-Li(AA8090)合金、Al-Cu(suproll00)合金、Al-Mg、Al-Cu-Mg及纯Ag等。
Li具有较高的活性,与Al2O3能反应生成一些比Al2O3容易破碎或较容易溶解的氧化物Li2O、LiAlO2、LiAl3O5等,因此,Al-Li合金具有通过化学机制破碎氧化膜的作用。所以,利用Li焊接SiCw/2124Al时,在较低的变形量(<20%)下就能得到强度较高(70.7MPa)的接头[10]。
A1-Cu合金对基体Al的润湿性较差,接头只有在较大的变形量(>40%)下才能取得较高的强度。这是因为,利用这种材料做中间层时,结合界面上氧化膜的破坏完全是靠塑性流变的机械作用。在中等变形(20%-30%)的焊接条件下,氧化膜很难有效去除,所得接头的抗剪强度是很低的[10]。
Ag做中间扩散层时,焊缝与母材间的界面上会形成一层稳定的金属间化合物δ相,δ相的形成有利于破碎氧化膜,促进焊接界面的结合。但δ相含量较大时,特别是当形成连续的δ层时,接头将大大脆化,使强度降低。当中间扩散层足够薄时(2-3μm),可防止焊缝中形成连续的δ化合物,接头的强度仍较高。例如,将焊接表面镀上3μm的一层Ag时进行扩散焊(470~530℃,1.5~6MPa,60分钟),得到的接头之抗剪切强度为30MPa[10]。
破坏界面氧化膜实现焊接的机制有两种:一种是机械机制,另一种是化学机制。仅靠机械机制,如采用超塑性Al-Cu合金做中间层时,工件的结合界面上的变形很大,难以用于实际制品的焊接。化学机制太强时,可能会产生对接头性能不利的脆性相,例如,利用Ag做中间层时,如果厚度超过3μm,将形成连续分布的脆性金属间化合物,使接头强度降低。因此,最理想的破除氧化膜方式是这两种机制相结合的方式。
(2)瞬时液相扩散焊接 由于粒子增强型金属基复合材料中存在大量的位错、亚晶界、晶界及相界面,中间扩散层沿这些区域扩散时可大大缩短扩散时间,因此这种材料的瞬时液相扩散焊要比基体金属更容易,例如,用Ga做中间扩散层焊接SiCp/Al时,在423K的温度下进行焊接时所需的焊接时间小于时效时间,因此焊接可以与时效同时进行[10]。
①中间层的选择 瞬时液相扩散焊的中间层材料选择原则是,应能与复合材料中的基体金属生成低熔点共晶体或者熔点低于基体金属的合金,易于扩散到基体中并均匀化,且不能生成对接头性能不利的产物。
Al基复合材料的瞬时液相扩散焊可用的中间层金属有Ag、Cu、Mg、Ge、Zn及Ga等,可用的中间层合金有:BAlSi、Al-Cu、Al-Mg及Al-Cu-Mg等。利用Ag、Cu等金属做中间层时,共晶反应时焊接界面处的基体金属发生熔化,重新凝固时增强相被凝固界面所推移,增强相聚集在结合面上,降低了接头强度。因此,应严格控制焊接时间及中间层的厚度。而利用合金做中间层时,只要加热到合金的熔点以上就可形成瞬时液相,不需要在焊接过程中通过中间层和母材之间的相互扩散来形成瞬时液相,基体金属熔化较轻,因此可避免颗粒的偏聚问题。
表2-10-11为利用不同中间层焊接的Al2O3p-15%/6061Al复合材料接头的强度及其焊接参数。利用Ag与BAlSi-4做中间层时始终能获得较高的接头强度。用Cu做中间层时对焊接温度敏感,接头强度不稳定。这与焊接界面上的A12O3偏聚及孔洞有关。
表2-10-11 利用不同中间层焊接的Al2O3p-15%/6061Al复合材料接头的强度及其焊接参数[12]
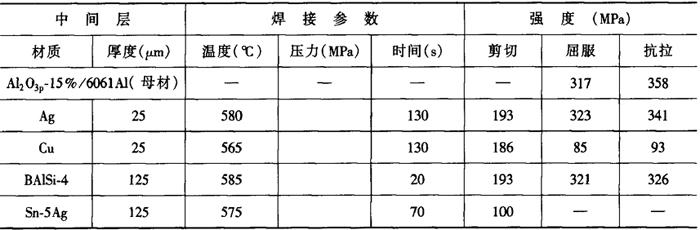
表2-10-12为利用不同中间层焊接的Al2O3sf-15%/6063Al复合材料接头的强度及其焊接参数。不加中间层时,尽管也能得到强度较高的接头,但工艺参数的选择范围非常窄。而利用Cu、2027Al或Ag中间扩散层时,在宽广的焊接工艺参数范围内均能得到接近母材性能的接头。
表2-10-12 利用不同中间层焊接的A12O3sf-15%/6063Al复合材料接头的强度及其焊接参数[10]

②焊接温度 Ag、Cu、Mg、Ge、Zn及Ga与Al形成共晶的温度分别为839K、820K、711K、697K、655K及420K。利用这些金属做中间层时,瞬时液相扩散焊的焊接温度应超过其共晶温度,否则就不是瞬时液相焊,而是加中间层的固态扩散焊。同样,利用BAlSi、Al-Cu、Al-Mg及Al-Cu-Mg合金做中间层时,焊接温度应超过这些合金的熔点。焊接时温度不宜太高,在保证出现焊接所需液相的条件下,尽量采用较低的温度,以防止高温对增强相的不利作用。从表2-10-12可看出,在同样的条件下,温度过高时,强度反而下降。
③焊接时间 焊接时间是影响接头性能的重要参数。时间过短时,中间层来不及扩散,结合面上残留较厚的中间层,限制了接头抗拉强度的提高。随着焊接时间的增大,残余中间层逐渐减少,强度就逐渐增加。当焊接时间增大到一定程度时,中间层基本消失,接头强度达到最大,继续增加焊接时间时,接头强度不但不再提高,反而降低,这是因为焊接时间过长时,热循环对复合材料的性能具有不利的影响。
例如,文献[15]用0.1mm厚的Ag做中间层,在580℃的焊接温度、0.5MPa的压力下焊接A12O3sf-30%/Al复合材料。当焊接时间为20s时,接头中间残留较多的中间层,接头的抗拉强度的平均值约为56MPa。当焊接时间为100s时,抗拉强度达到最高值,约95MPa。当焊接时间为240s时,接头的抗拉强度降到72MPa左右。
④焊接压力 瞬时液相扩散焊时,压力对接头性能也有很大的影响。压力太小时塑性变形小,焊接界面与中间层不能达到紧密接触,接头中会产生未焊合的孔洞,降低接头强度。压力过高时可将液态金属自结合界面处挤出,造成增强相偏聚,液相不能充分润湿增强相,因此也会形成孔洞。例如,用0.1mm厚的Ag作中间层,在580℃的焊接温度下焊接Al2O3sf-30%/Al时,压力小于0.5MPa及压力达到1MPa时,结合界面上均存在明显的孔洞,接头强度较低。在1MPa、120s条件下焊接的接头强度小于60MPa,而在0.5MPa,120s条件下焊接的接头抗拉强度约为90MPa[15]。
⑤中间层厚度 中间层厚度太薄时,瞬时液相不能去除焊接界面上的氧化膜,不能充分润湿焊接界面上的基体金属,甚至无法避免P-P接触界面,因此接头强度不会很高。中间层太厚时,焊接过程中难以完全消除,也限制了接头强度的提高,中间层太厚时还可能会形成对接头性能不利的金属间化合物。
⑥焊接表面的处理方式 焊接表面的处理方式对接头性能具有很大的影响,文献[10]比较了电解抛光、机械切削以及用钢丝刷刷等三种处理方式对Al f/Al接头性能的影响,发现利用电解抛光处理时接头强度最高,利用钢丝刷刷时接头强度最低。这主要是因为,利用后二种方法处理时,被焊接面上堆积了一些细小的Al2O3碎屑,这些碎屑阻碍了基体表面的紧密接触,降低了接头的强度。
f/Al接头性能的影响,发现利用电解抛光处理时接头强度最高,利用钢丝刷刷时接头强度最低。这主要是因为,利用后二种方法处理时,被焊接面上堆积了一些细小的Al2O3碎屑,这些碎屑阻碍了基体表面的紧密接触,降低了接头的强度。
电解抛光时,被焊接表面上不存在Al2O3碎屑,但纤维会露出基体表面。电解抛光时间对接头的强度影响很大,电解抛光时间太长时,纤维露头变长,焊接时在压力的作用下断裂,阻碍基体金属接触,降低接头的性能。
5.高能密度焊接
电子束和激光束等高能量密度焊具有加热及冷却速度快、熔池小且存在时间短等特点。这对金属基复合材料的焊接特别有利,但是由于熔池的温度很高,焊接SiCp/Al或SiCw/Al复合材料时很难避免SiC与Al基体间的反应。特别是激光焊,由于激光优先加热电阻率较大的增强相,使增强相严重过热,快速熔解并与基体发生严重的反应[10,12],因此激光焊很难用于焊接SiC/Al复合材料。在用激光焊焊接Al2O3/Al复合材料时,虽然增强相与基体之间没有反应,但由于Al2O3的过热熔化,形成黏渣,破坏了过程的稳定性[11]。
电子束焊和激光焊的加热机制不同,电子束可对基体金属及增强相均匀加热,因此适当控制焊接参数可将界面反应控制在很小的程度上[10],由于电子束的冲击作用以及熔池的快速冷却作用,焊缝中的颗粒非常均匀。利用这种方法焊接SiC颗粒增强的Al-Si基复合材料时效果较好,由于基体中的Si含量高,界面反应更容易抑制。利用电子束焊接A12O3颗粒增强的A1-Mg基或A1-Mg-Si基复合材料也可获得较好的效果。
6.其他焊接方法
电容放电焊接是焊接金属基复合材料的最佳焊接方法。焊接时虽然焊接界面也发生熔化,但由于放电时间短(0.4S),熔核的冷却速度快(106℃/s)[10],且少量熔化金属全部被挤出,因此能够成功地避免界面反应。而且焊缝中也不会出现气孔、裂纹、纤维断裂等缺陷,因此这种方法焊接的接头强度很高。这种方法的缺点是焊接面积很小,应用范围有限。
电阻点焊加热时间短,熔核小、可控性好,能有效地防止界面反应。特别是通过采用搭接接头,可把纤维增强金属基复合材料间的焊接在很大程度上变为Al与Al间的焊接,因此这种方法适于焊接复合材料。但焊接非连续增强金属基复合材料时熔核中易引起增强相的严重偏聚。焊接时应通过减小熔核尺寸来减轻这种现象[11]。