塑料扁丝生产工艺流程
书籍:塑料挤出制品生产工艺手册
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第228页(964字)
扁丝的生产原理与单丝相同,因此,工艺流程也有相类似之处。但扁丝生产时根据薄膜的制取方法不同可分为:管膜法和平膜法(1)。管膜法又可分为平挤上吹和平挤下吹两种,工艺流程图见图11-11、图11-12和图11-13。
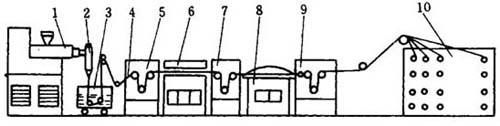
图11-11 挤出平片法生产PP扁丝的工艺流程图
1-挤出机 2-机头 3-冷却水槽 4-切条装置 5-第一牵引装置 6热烘道加热箱 7-第二牵引装置 8-热烘板加热器 9-第三牵引装置 10-分丝机

图11-12 吹膜上吹法制造PP扁丝的工艺流程图
1-挤出机 2-机头 3-冷却风环 4-人字板 5-牵引辊 6-切条装置 7-第-牵引辊 8、10-弓板加热器 9-第二牵引辊 11-第三牵引辊 12-分丝机

图11-13 吹膜下吹法制造PP扁丝的工艺流程图
图中符号同图11-12
平膜法的工艺流程与单丝基本相同,不同之处只在于:平膜成型后要经过分切,将平膜切成若干个塑料条,再进入加热装置,进行拉伸。
平挤上吹和平挤下吹两种方法的工艺流程前半部分与吹塑薄膜所对应的两种方法十分相似。
不同之处在于
①在成型管膜的过程中,吹胀比为1,即不要设吹胀比,拉伸比要比吹塑薄膜大得多。
②机头只要选用吹塑薄膜机头就行。
③形成扁平的管式模后,不要设卷取装置,而是要增添分切装置,将扁平的管式膜分切成两层若干条塑料条,两边的各一条进入回收装置。
④两层塑料条分别进入双面弧形烘箱的上、下面进行加热,以后的拉伸过程与单丝的拉伸过程完全相同。
上一篇:塑料扁丝的特性及其应用
下一篇:塑料挤出制品生产工艺手册目录