浇注系统的组成与尺寸
出处:按学科分类—工业技术 中国轻工业出版社《实用注塑模设计手册》第97页(4127字)
普通浇注系统由主流道、分流道、浇口和冷料井组成,见图4-1。

图4-1 浇注系统的组成
1—浇口 2—主流道 3、4—分流道 5—制品 6—冷料穴
4.2.1.1 主流道设计
主流道是连接注射机的喷嘴与分流道的一段通道,通常和注射机的喷嘴在同一轴线上,断面为圆形,带有一定的锥度,见图4-2。

图4-2 主流道的设计
1—浇口套 2—机床喷嘴
主流道的设计要点如下:
①为便于从主流道中拉出浇注系统的凝料以及考虑塑料熔体的膨胀,主流道设计成圆锥形,其锥角为2°~4°,对流动性差的塑料,也可取3°~6°,过大会造成流速减慢,易成涡流。内壁粗糙度为Ra0.63μm。
②主流道大端呈圆角,其半径常取r=1~3mm,以减小料流转向过渡时的阻力。
③在保证塑件成型良好的情况下,主流道的长度尽量短,否则将会使主流道的凝料增多,且增加压力损失,使塑料熔体降温过多而影响注射成型。
④为了使熔融塑料从喷嘴完全进入主流道而不溢出,应使主流道与注射机的喷嘴紧密对接,主流道对接处设计成半球形凹坑,其半径r2=r1十(1~2mm),其小端直径D=d+(0.5~1mm),凹坑深度常取3~4mm。
⑤由于主流道要与高温的塑料熔体和喷嘴反复接触和碰撞,所以主流道部分常设计成可拆卸的主流道衬套,以便选用优质钢材单独加工和热处理。如其大端兼作定位环则圆盘凸出定模端面的长度H=5~10mm(参见注射机模板尺寸),也常有将模具定位环与主流道衬套分开设计的。主流道衬套的形式见图4-3。

图4-3 主流道衬套形式
1—定模底座 2—主流道衬套 3—定位圈
4.2.1.2 分流道设计
分流道是主流道与浇口之间的通道,一般开设在分型面上,起分流和转向的作用。多型腔的模具一定设置分流道,单腔模成型大型塑件,若使用多浇口进料也需设置分流道。
1.分流道的长度和断面尺寸
分流道的长度取决于模具型腔的总体布置方案和浇口位置,从输送熔体时的减少压力损失和热量损失及减少浇道凝料的要求出发,应力求缩短。
分流道的断面尺寸应根据塑件的成型体积、塑件壁厚、塑件形状、所用塑料的工艺性能、注射速率和分流道的长度等因素来确定。对于壁厚小于3mm,质量在200g以下的塑件,可用下述经验公式确定分流道的直径。

式中 W——流经分流道的塑料量(g)
L——分流道长度(mm)
D——分流道直径(mm)
对于粘度较大的塑料,按上式算出的D值乘以1.20~1.25的系数。表4-2列出常用塑料注塑件分流道断面尺寸推荐范围。
表4-2 部分塑料常用分流道断面尺寸推荐范围

注 本表所列数据,对于非圆形分流道,可作为当量半径,并乘以比1稍大的系数。
2.分流道的断面形状
常用的分流道断面形状有圆形、矩形、梯形、U字形和六角形等。要减少流道内的压力损失,希望流道的截面积大、表面积小,以减少传热损失。因此可用流道的截面积与周长的比值来表示流道的效率。各种截面的效率见图4-4。其中圆形截面的效率最高(即比表面最小)。由于正方形流道凝料脱模困难,实际使用侧面具有斜长为5°~10°的梯形流道。若梯形的上底为D,下底为x,高为h,则其最佳比例为h/D=0.84~0.92,x/D=0.7~0.83。U字形流道为梯形流道的变异形式。六角形截面流道,由于其效率低(比表面大),通常不采用。当分型面为平面时,可采用圆形或六角形截面流道,但加工时对中困难。常采用梯形或U字形截面的分流道。塑料熔体在流道中流动时,表层冷凝冻结,起绝热作用,熔体仅在流道中心流动,因此分流道的理想状态应是其中心线与浇口的中心线位于同一直线上,圆形截面流道可以实现这一点,而梯形截面流道就难以实现,如图4-5所示。

图4-4 分流道的断面形状和效率

图4-5 圆形和梯形截面流道的比较
1—圆形截面分流道 2—圆形截面浇口 3—梯形截面分流道 4—矩形截面浇口 5—塑件
3.分流道的布置
分流道的布置取决于型腔的布局,两者相互影响。分流道的布置形式分平衡式布置和非平衡式布置两种。
(1)平衡式布置平衡式布置要求从主流道至各个型腔的分流道,其长度、形状、断面尺寸等都必须对应相等,达到各个型腔的热平衡和塑料流动平衡。因此各个型腔的浇口尺寸可以相同,达到各个型腔同时均衡地进料,均衡进料可保证各型腔成型出的塑件在强度、性能、重量上的一致性。图4-6所示为平衡式布置,图4-6(a)~(d)为圆形排列,图4-6(e)~(g)为H形排列。四个型腔以下的H形和圆形排列均能达到最佳的热平衡和塑料的流动平衡。多于四个型腔的H形排列,虽然也能获得塑料流动平衡,但不能达到热平衡。H形排列分流道弯折较多,流程又长,压力损失也大,同时加工也较困难。对于精密塑件的成形,最好采用圆形排列。

图4-6 分流道的平衡式布置
(2)非平衡式布置非平衡式布置的主要特点是主流道至各个型腔的分流道长度各不相同(或型腔大小不同)。为了使各个型腔同时均衡进料,各个型腔的浇口尺寸必定不相同。图4-7所示为分流道的非平衡式布置。非平衡式布置主要采用H型和一字型布置,也有采用圆形布置的,如图4-7(e)所示。当型腔数目相同时,采用H型或一字型布置,可使模板尺寸减小。
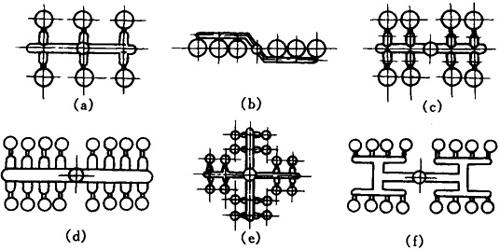
图4-7 分流道的非平衡式布置
4.分流道与浇口的连接
分流道与浇口的连接处应加工成斜面,并用圆弧过渡,有利于塑料熔体的流动及填充,如图4-8所示。

图4-8 分流道与浇口的连接
4.2.1.3 冷料穴的设计
冷料穴一般位于主流道对面的动模板上,或处于分流道的末端。其作用就是存放料流前端的“冷料”,防止“冷料”进入型腔而形成冷接缝;开模时又能将主流道中的凝料拉出。冷料穴的尺寸宜稍大于主流道大端的直径,长度约为主流道大端直径。
(1)与推杆匹配的冷料穴 这类冷料穴的底部有—根推杆组成,推杆装于推杆固定板上,因此它常与推杆或推管脱模机构连用。这类冷料穴的结构见图4-9所示。其中图4-9(a)为Z形头的冷料穴,拉出主流道凝料的力较大,但脱出凝料需侧向运动,不易实现自动脱模。图4-9(b)为倒锥形冷料穴,图4-9(c)为圆环槽冷料穴,它们由冷料穴倒锥或侧凹将主流道凝料拉出,当其被推出时,塑件和流道凝料能自动脱出,易实现自动化操作,但仅适用于韧性塑料。

图4-9 与推杆匹配的冷料穴
1—定模座板 2—冷料穴 3—拉料杆 4—推杆
(2)与拉料杆匹配的冷料穴 这类冷料穴的底部有一根拉料杆组成,拉料杆装于型芯固定板上,因此它不随脱模机构一起运动。其结构见图4-10所示。拉料杆头部常做成带有侧凹的形式,图4-10(a)球头形,4-10(b)菌头形,4-10(c)倒锥头形,4-10(d)为圆锥头形。圆锥头形无贮存冷料穴的作用,它仅靠塑料收缩的包紧力拉出主流道凝料,故其可靠性不佳,可采用小锥度,并增加锥面的粗糙度予以改善。若塑件的中心孔较大,可将拉料杆头部做成截锥形,在其头部开设冷料穴,如图4-11所示。

图4-10 与拉料杆匹配的冷料穴
1—定模座板 2—推件板 3—拉料杆 4—型芯固定板 5—动模板 6—推块

图4-11 截锥形拉料杆
(3)底部无杆的冷料穴 对于具有垂直分型面的注塑射模具,冷料穴位于左右两半模的中心线上,当开模时分型面左右分开,塑件与浇注系统凝料一道取出,冷料穴底部不必设置杆件,如图4-12所示。

图412 底部无杆的冷料穴