超声电解加工
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第248页(586字)
单纯用超声加工,工具损耗较大;单纯电解加工,加工速度又太慢.若二者结合起来,则不但可降低工具损耗,而且可提高加工速度.
图4-23为超声电解加工小孔示意图.工件5接电源6正极,工具3(用钼丝、钨丝或铜丝)接负极,两者之间电压为6~8V,在NaCl电解液中加入一定比例的磨料.加工时被加工表面在电解液的作用下,产生阳极溶解而生成阳极钝化膜,此钝化膜将在超声振动的工具及磨料作用下被刮除.超声电解加工与单纯超声加工的加工速度与工具损耗比较见表4-9.
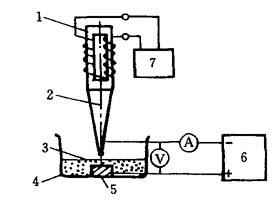
图4-23 超声电解加工小孔
1—换能器;2—变幅杆;3—工具(钨丝等);4电解液和磨料;5—工件;6—直流电源;7—超声发生器
表4-9 超声电解加工与单纯超声加工的加工速度与工具损耗比较
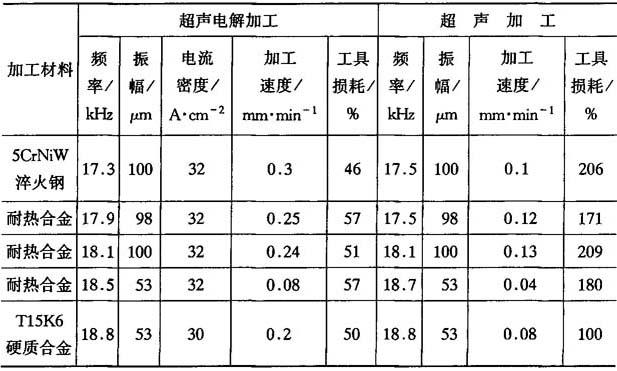
注:实验条件:加工面积22mm2;磨料:240#碳化硼;静压力:68g/mm2;磨料悬浮液的质量分数为1.25;电解液:ω=30%的食盐水溶液.