真空伏辊平衡计算
书籍:制浆造纸工业计算手册上册
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸工业计算手册上册》第568页(1380字)
【已知】 Q9=1000.6328
V9=5003.1640
C9=20%
C12=12%
伏辊带出纤维率α4=0.2%
铜网冲边宽度b=2×25mm
抄宽Bm=3190mm,
横向收缩率ε=3.5%
洗伏辊水W3=9639,
伏辊水封水W4=3936.9
伏辊处损纸率α5=1.0%
【计算】 湿纸幅宽Bn= =
= =3306湿纸边占整个湿纸幅宽的比率(进入伏损池)
=3306湿纸边占整个湿纸幅宽的比率(进入伏损池)
x= ×100%=1.4899%进入伏损池的湿损纸量:
×100%=1.4899%进入伏损池的湿损纸量:
Q11′=Hα5=1009.2241×1%=10.0922
冲边量Q″11=x·Q12
Q11=Q11′+Q11″=10.0922+xQ12
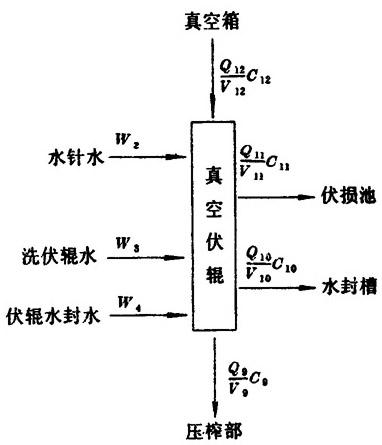
自水带走纤维进入真空室,后进入水封池,
Q10=α4Q12,对伏辊进行平衡,则:
Q12=Q10+Q11+Q9
即Q12=α4Q12+xQ12+Q11′+Q9= =1028.0988
=1028.0988
Q11=10.0922+xQ12=25.4098
Q10=Q12-Q9-Q11=2.0562
V12= =8567.4900
=8567.4900
湿纸切边及引纸水针使用的是687kPa以上的高压水,水针喷孔孔径为1mm,流量系数μ取0.6,则每支水针喷水量:

设纸机日产50t,每日工作22.5h,则生产吨纸所需时间为:

生产每吨纸的湿纸切边及引纸水针(共3根水针)用水量为:

水针切下的湿纸边用冲边水冲入伏损池内;而伏辊内需喷水作水封并起润滑作用.随同白水进入真空室;洗伏辊水流入伏辊池。